Машиностроительное производство, состоящее из комплекса производственных участков и вспомогательных подразделений, в котором протекают производственные процессы изготовления изделий, представляет собой сложную динамическую систему, структура и параметры которой находятся в непосредственной зависимости от сложности конструкции, номенклатуры выпускаемой продукции и характеристик производственного процесса ее изготовления.
Производственным процессом в машиностроении называется совокупность действий, необходимых для выпуска готовых изделий из полуфабрикатов.
В основу производственного процесса положен технологический процесс изготовления изделий, во время которого происходит изменение качественного состояния объекта производства. Для обеспечения бесперебойного выполнения технологического процесса изготовления изделия в машиностроительном производстве служат вспомогательные процессы.
К основным этапам производственного процесса могут быть отнесены следующие:
· получение и складирование заготовок;
· доставка их к рабочим позициям (местам);
· различные виды обработки;
· перемещение полуфабрикатов между рабочими позициями (местами);
· контроль качества;
· хранение на складах;
· сборка изделий;
· испытание;
· регулировка;
· окраска;
· отделка;
· упаковка;
· отправка.
Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отдельных цехах или в одном цехе. В первом случае производственный процесс изготовления продукции делят на части и соответственно называют производственными процессами, выполняемым, например, в заготовительном, сборочном, механическом цехе и т.д. Во втором случае процесс называют комплексным производственным.
Производственные процессы делятся на: поточные и непоточные:
¨ под поточным производственным процессом понимают такой процесс, при котором заготовки, детали или собираемые изделия в процессе их производства находятся в движении, причем это движение осуществляется с постоянным тактом в рассматриваемый промежуток времени.
¨ под непоточным производством понимают такое производство, при котором продолжительность операций различна и полуфабрикаты между операциями пролеживают.
Для каждого производства устанавливают определенную программу выпуска, под которой понимают совокупность изделий установленной номенклатуры, выпускаемых в заданном объеме в год. Объемом выпуска называют число изделий, подлежащих изготовлению в единицу времени (год, квартал, месяц).
Каждое машиностроительное производство обладает определенной производственной мощностью, под которой понимают максимально возможный выпуск продукции установленной номенклатуры и количества, который может быть осуществлен за определенный период времени при установленном режиме работы. Календарное время изготовления изделий от начала производственного процесса до его окончания принято называть производственным циклом.
Движение заготовок, полуфабрикатов или изделий в производстве может осуществляться поштучно или партиями. Партией принято называть определенное число заготовок, полуфабрикатов или изделий, одновременно поступающих на рабочую позицию (место).
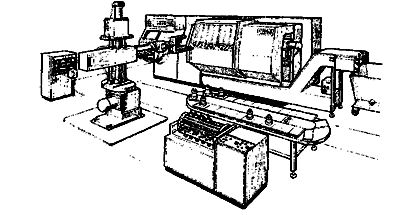
Рис. 1.1. Рабочая позиция
Для выполнения производственного процесса должны быть соответствующим образом оборудованы рабочие позиции (места). В зависимости от содержания операции и организации ее проведения на рабочей позиции (месте) могут быть расположены технологическое оборудование, накопители с полуфабрикатами, один рабочий или группа рабочих, средства автоматической загрузки и разгрузки оборудования (роботы, манипуляторы, автоматические агрегаты загрузки), режущий и контрольно-измерительный инструмент, оснастка, средства технического обслуживания и охраны труда, элементы системы управления (рис. 1.1).
Исходя из организационных соображений несколько рабочих позиций (мест) объединяют, образуя производственный участок, выполняющий свое целевое назначение. Производственным участком называют часть объема цеха, в котором расположены рабочие позиции (места), объединенные транспортно-накопительными устройствами, средства технического, инструментального и метрологического обслуживания, средства управления участком и охраны труда и на котором осуществляются технологические процессы изготовления изделий определенного назначения.
Более крупной организационной единицей является производственный цех.
Цех – обособленное в административном и хозяйственном отношении подразделение завода, имеющее свое управление и выполняющее функцию выпуска продукции либо технического или хозяйственного обслуживания других цехов.
Цех включает в себя производственные участки, вспомогательные подразделения, служебные и бытовые помещения, а также помещения общественных организаций.
Вспомогательные подразделения создают для обслуживания и обеспечения бесперебойной работы производственных участков. К ним относятся: складское хозяйство,
транспортная система, система инструментообеспечения, система ремонтного и технического обслуживания оборудования и рабочих мест и др.
Состав производственных участков и вспомогательных подразделений определяется конструкцией изготавливаемых изделий, технологическим процессом, программой выпуска и организацией производства.
За общую площадь цеха в технологических расчетах принимают сумму производственной и вспомогательной площадей (без служебно-бытовой площади).
В состав производственной площади включают площади, занимаемые рабочими позициями (местами), вспомогательным оборудованием, находящимся на производственных участках, проходами и проездами между оборудованием внутри производственных участков (кроме площади магистрального проезда). На вспомогательных площадях размещают все оборудование и устройства вспомогательных систем, не расположенные на производственных участках, а также магистральные и пожарные проезды.
Для движения автопогрузчиков, грузовых автомобилей и уборочных машин в цехах создают магистральные проезды шириной не менее 4,0 м. Ширину проезда выбирают по нормам технологического проектирования.
Служебные (административно-технические) помещения предназначены для размещения административно-конторских служб цеха, включая размещение технологических и конструкторских бюро, бухгалтерии, архива, планово-диспетчерского бюро и др.
Бытовые помещения предназначены для санитарно-гигиенических и социально-бытовых нужд работающих в цехе и включают в себя гардеробные, душевые, туалеты, пункты приема пищи (столовые, буфеты) и другие помещения.
Одним из этапов проектирования машиностроительного производства является разработка оптимальной компоновки цеха. Под компоновкой цеха понимают взаимное расположение площадей производственных участков, вспомогательных отделений, магистрального проезда и служебно-бытовых помещений на площади цеха. После разработки и выбора оптимальной компоновки цеха осуществляют разработку планировки оборудования на нем. Под планировкой цеха понимают взаимное расположение технологического и вспомогательного оборудования и других производственных средств и устройств на площадях цеха.
Одним из показателей организации производственного процесса является грузопоток, под которым понимается сумма однородных грузов (в тоннах, штуках), перемещаемых в определенном направлении между отдельными пунктами погрузки и разгрузки в единицу времени (час, смену, сутки и т.д.).
Машиностроительное производство обычно размещают в зданиях, имеющих один или несколько пролетов. Пролетом называют часть здания, ограниченную в продольном направлении двумя параллельными рядами колонн. Расстояния между осями колонн в продольном направлении называют шагом колонн, а в поперечном направлении – шириной пролета. Расстояния между осями колонн в поперечном и продольном направлениях образуют сетку колонн. Под высотой пролета понимают расстояние от уровня пола до нижней части несущих конструкций покрытия здания.
При проектировании современного машиностроительного производства следует ориентироваться на комплексную автоматизацию. Уровень автоматизации основных и вспомогательных процессов должен быть по возможности одинаков, так как производительность всего автоматизированного комплекса будет в значительной мере определяться наиболее «слабым» звеном в производственной цепочке.
После разработки производственного процесса приступают к этапу планировки, во время которого производят увязку расположения рабочих позиций (мест) и вспомо
гательного оборудования в выбранном масштабе. Планировку оборудования в техническом проекте выполняют в масштабе 1:100 для малых и средних цехов и 1:200 для больших цехов. В дальнейшем в рабочих чертежах монтажные планировки выполняют обычно в масштабе 1:50 с привязкой оборудования к зданию
При планировке учитывают все факторы, которые оказывают влияние на работающих. Основные из них следующие:
· доступ к рабочим позициям (местам);
· удобство работы рабочего и доставки заготовок к месту работы;
· близость комнат для курения и туалетов, раздевалок, душей и столовых;
· хорошее освещение, достаточный обмен воздуха;
· удобное расположение автоматов или фонтанчиков для питья, телефонов и т.д.
В качестве противопожарных мероприятий следует обеспечить: удобное расположение противопожарного инвентаря; наличие свободных проходов. Для быстрого вывода работающих и проездов для пожарных машин, все двери должны открываться наружу.
Ввиду большого количества строительных элементов и производственного оборудования, изображаемых на планах производственных помещений, целесообразно пользоваться принятыми условными обозначениями (табл. 1.1).
Таблица1.1 Условные обозначения, применяемые на технологических планах цехов
|
Наименование планов и обозначаемых элементов |
Условное обозначение |
Наименование планов и обозначаемых элементов |
Условное обозначение |
|
Компоновочные планы |
|||
|
|
Сплошная перегородка |
||
|
|
Колонна здания |
+ |
|
|
|
Санитарный узел |
||
|
|
Лестничная клетка |
||
|
Планировка оборудования |
|||
|
|
|
Ворота распашные |
|
|
|
Перегородка с сеткой |
||
|
|
Ворота откатные |
||
|
|
Тележка рельсовая |
||
|
|
Контрольная плита |
КП |
|
На планировке цеха должны быть изображены все оборудование и все устройства, относящиеся к рабочему месту, а именно:
1) металлорежущие станки, автоматические станочные линии и другое производственное оборудование;
2) местоположение рабочего у станка во время работы;
3) рабочие места без оборудования (на полу или на специальных основаниях) с указанием их габаритов;
4) верстаки, рабочие столы, подставки;
5) инструментальные шкафы (столики);
6) места у станков для обработанных деталей и обрабатываемых заготовок и материалов;
7) места для этажерок и подставок для деталей и крупного инструмента;
8) транспортные устройства, относящиеся к рабочему месту – наклонные скаты (желоба, лотки), склизы и пр.;
9) площадки для контроля и временного хранения деталей;
10) места для мастеров.
На плане должны быть также показаны грузоподъемные и транспортные устройства цеха: краны мостовые и балочные, консольные, велосипедные, портальные и полупортальные, местные поворотные краны, тельферы, тали, рольганги и конвейеры, рельсовые узкоколейные и ширококолейные пути, подъемники-лифты. На планировке цеха изображают и указывают:
· сечение колонн с фундаментами; магистральные проезды;
· наружные и внутренние стены;
· окна, ворота и двери, как наружные, так и внутренние;
· подвалы, каналы, шахты и антресоли;
· верстаки, рабочие столы, подставки;
· транспортные устройства;
· площадки для контроля; места для мастеров;
· ширину пролетов;
· шаг колонн;
· общую ширину цеха;
· длину пролетов и всего цеха;
· ширину продольных и поперечных проходов или проездов;
· ширину и длину каждого вспомогательного отделения;
· расстояние от станков до колонн и между станками и рабочими местами;
· габаритные размеры крупных станков;
· нумерацию оборудования с ее расшифровкой в спецификации;
· названия всех производственных отделений и участков;
· средства защиты работающих.