Паяные соединения – это неразъемные соединения, получаемые за счет сил молекулярного взаимодействия между соединяемыми деталями и припоем.
Припой – это сплав или металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями и имеющий более низкую температуру плавления по сравнению с соединяемыми деталями.
Пайка – это создание неразъемного соединения элементов конструкций из твердых материалов путем заполнения зазора между ними жидким более легкоплавким припоем и образование между швом и соединяемыми элементами прочной связи. Отличие пайки от сварки состоит в отсутствии расплавления или высокотемпературного нагрева соединяемых деталей.
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют по следующим признакам:
· по характеру взаимодействия твердого и жидкого металлов при возникновении спая;
· по особенностям технологии образования паяного соединения;
· по способам нагрева.
Связь в паяном шве обеспечивается:
· растворением материала деталей в расплавленном припое;
· взаимной диффузией элементов припоя и материала соединяемых деталей;
· бездиффузионной атомной связью.
Процесс пайки состоит из следующих операций:
· прогрева соединяемых поверхностей деталей;
· расплавления припоя;
· растекания припоя и заполнения зазора в стыке соединяемых деталей;
· охлаждения и кристаллизации.
Для интенсификации взаимодействия между припоем и деталями и образования прочного соединения поверхности деталей обезжиривают, очищают от окислов и других загрязнений механическими или химическими методами.
Прочность паяного соединения в значительной мере определяет размер зазора в стыке соединяемых деталей. Уменьшение зазора до некоторого предела увеличивает прочность соединения. Это связано со следующими явлениями:
· при малых значениях зазора проявляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем;
· диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщину паяного шва (диффузионный слой и слой раствора прочнее самого припоя).
Чрезмерно малые зазоры между соединяемыми деталями препятствуют течению припоя. Значение оптимального зазора зависит от типа припоя и от материалов соединяемых деталей (табл. 4.1).
Необходимость малых и равномерно распределенных зазоров является одним из недостатков пайки, ограничивающим область ее применения, особенно для крупногабаритных конструкций. По сравнению со сваркой пайка требует более точной механической обработки и сборки деталей перед пайкой. Для фиксации
относительного положения деталей нередко используют специальные приспособления, большие плоские стыки прихватывают точечной сваркой.
Таблица 4.1 Сборочные зазоры для распространенных сочетаний «паяемый материал – припой», мм
|
Припой |
Паяемый материал |
||||
|
Медь |
Медные сплавы |
Сталь углеродистая и низколегированная |
Сталь коррозионностойкая |
Алюминий и алюминиевые сплавы |
|
|
Оловянно-свинцовый |
0,07 – 0,20 |
0,07 – 0,20 |
0,05 – 0,50 |
0,20 – 0,75 |
0,05 – 0,50 |
|
Медный |
– |
0,04 – 0,20 |
0,001 – 0,05 |
0,01 – 0,10 |
– |
|
Медно-цинковый |
0,04 – 0,20 |
0,04 – 0,20 |
0,05 – 0,25 |
0,02 – 0,12 |
– |
|
Серебряный |
0,04 – 0,25 |
0,04 – 0,25 |
0,02 – 0,15 |
0,05 – 0,10 |
– |
|
Алюминиевый |
– |
– |
– |
– |
0,12 – 0,25 |
|
Цинковый |
– |
– |
– |
– |
0,10 – 0,25 |
Нагрев припоя и деталей при пайке выполняют паяльником, газовой горелкой, токами высокой частоты (ТВЧ), в термических печах, погружением в ванну с расплавленным припоем и пр. При пайке ТВЧ или в термических печах припой укладывают в процессе сборки деталей в месте шва в виде проволочных контуров (рис. 4.1), фольговых прокладок, лент, мелкой дроби или паст в смеси с флюсом. Пайка с помощью порошкообразного припоя используется довольно часто для ремонта изношенных и поврежденных трещинами деталей.
Тип паяного соединения определяется формой и расположением соединяемых деталей, а также нагрузкой (табл. 4.2).
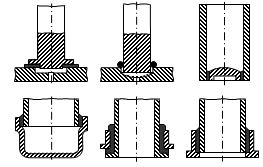
Рис. 4.1. Укладка припоя между деталями
Паяные конструкции получили широкое распространение в различных отраслях машиностроения. Методами высокотемпературной пайки (капиллярной, диффузионной, контактно-реактивной, металлокерамической) получают неразъемные соединения со свойствами, близкими к свойствам основных материалов, и прочностью, превышающей прочность сварных соединений. Поэтому паяные соединения в ряде случаев вытесняют сварные (соединение деталей из высоколегированных жаропрочных сплавов и др.).
Паяные соединения иногда более технологичны и прочны, так как пайка позволяет также:
· получать соединения деталей в скрытых и малодоступных местах конструкции, а, следовательно, изготавливать сложные узлы за один прием;
· паять не по контуру, а одновременно по всей поверхности соединения, что обеспечивает высокую прочность;
· соединять разнородные материалы;
· выбирать температуру пайки, сохраняя механические свойства материалов в изделии и обеспечивая совмещение нагрева под пайку и термическую обработку.
Основные недостатки соединений: сравнительно невысокая прочность и высокая трудоемкость изготовления соединений методами высокотемпературной пайки.
При конструировании паяных изделий наряду с выбором основного металла производят выбор припоя и способа пайки, так как последние существенно влияют на выбор типа соединения, зазоров и условий сборки.
Таблица 4.2 Типы паяных соединений и их обозначение (по ГОСТ 19249-73)
|
Тип соединения |
Форма поперечного сечения |
Условное обозначение |
Тип соединения |
Форма поперечного сечения |
Условное обозначение |
|
Нахлесточный |
|
ПН-1 ПН-2 ПН-3 |
Тавровый |
|
ПТ-3 ПТ-4 |
|
Телескопический |
|
ПН-4 ПН-5 ПН-6 |
Угловой |
|
ПУ-1 ПУ-2 ПУ-3 |
|
Стыковой |
|
ПВ-1 ПВ-2 |
Соприкасающийся |
|
ПС-1 ПС-2 ПС-3 ПС-4 |
|
Косой стыковой |
|
ПВ-3 ПВ-4 |
|||
|
Тавровый |
|
ПТ-1 ПТ-2 |








Главным условием при назначении основного металла является паяемость его припоями, обеспечивающими заданную прочность. Необходимо учитывать также чувствительность основного металла к нагреву и склонность его к образованию трещин под действием расплавленных припоев, проникающих между кристаллами по границам зерен основного металла. В связи с этим, например, пайка сталей латунью применяется в
ограниченном масштабе. Медь является основным компонентом, вызывающим охрупчивание соединений.
Припои должны хорошо смачивать обезжиренные поверхности деталей, не образуя с ними интерметаллидов. В качестве припоев применяют чистые металлы и (в основном) сплавы на основе олова, меди, серебра и т. п.