При выборе средств измерения точность средств измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость измерений и их стоимость должны быть, возможно, более низкими, обеспечивающими наиболее высокие производительность труда и экономичность.
Правильный выбор измерительных средств с учетом допускаемых погрешностей измерений размеров до 500 мм регламентирует ГОСТ 8.051-81. Стандарт предусматривает значения допускаемых погрешностей измерений в зависимости от допусков на обработку. Значения допускаемых погрешностей измерений приведены в табл. 10.1.
Пределы допускаемых погрешностей измерений установлены из расчета (в среднем) от 20 до 35 % значения допуска (с учетом квалитетов).
Погрешность измерительного средства должна быть меньше допускаемой погрешности измерения. Предельные погрешности различных СИ приведены в табл. 10.2 и 10.3.
Пример. Выбрать средство для измерения в условиях серийного производства диаметра элемента вала Æ 50 h11.
По табл. 10.1 находим допуск размера вала Т = 160 мкм и допускаемую погрешность измерения δ = 40 мкм.
По табл. 10.2 подбираем средство измерений наружных размеров. Здесь указаны предельные погрешности измерения различными средствами. Подбираем по этой таблице средство, имеющее диапазон измерения, включающий в себя номинальный диаметр 50 мм, и имеющее предельную погрешность измерения, близкую к 40 мкм, т.е. к допускаемой погрешности измерения рассматриваемой ступени вала. Лучше всех этим требованиям удовлетворяет скоба индикаторная с диапазоном измерения 0…50 мм, ценой деления 0,01 мм и предельной погрешностью измерения 15 мкм. Эта скоба подходит и по производительности измерения для условий серийного производства.
Таблица 10.1
Допускаемые погрешности измерений (δ) в зависимости от допусков размеров
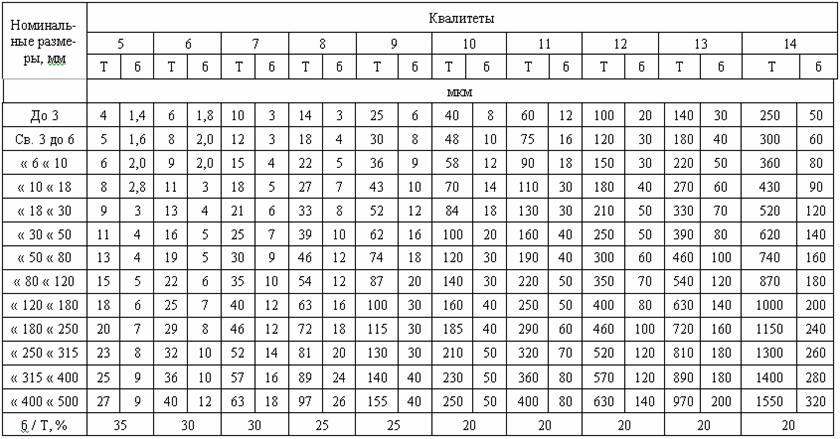
Таблица 10.2
Предельные погрешности измерения, мкм, наружных размеров универсальными измерительными средствами
|
Средства измерений |
Класс мер |
Ход стержня, мм |
Номинальный размер, мм |
||||||||||
|
1…6 |
6…10 |
10…18 |
18…50 |
50…80 |
80…120 |
120…180 |
180…260 |
260…360 |
360…500 |
||||
|
Штангенциркули с отсчетом по нониусу 0,1 мм |
- |
- |
150 |
150 |
150 |
150 |
200 |
200 |
200 |
200 |
200 |
250 |
|
|
Штангенциркули с отсчетом по нониусу 0,05 мм |
- |
- |
100 |
||||||||||
|
Скобы индикаторные с ценой деления 0,01 мм |
5 |
3 |
15 |
20 |
40 |
50 |
60 |
||||||
|
3 |
0,1 |
10 |
|||||||||||
|
Микрометры гладкие с ценой деления 0,01 мм |
- |
По установочной мере |
5 |
10 |
15 |
20 |
25 |
30 |
50 |
||||
|
Микрометры рычажные с ценой деления 0,002 и 0,01 мм |
- |
То же |
4 |
6 |
10 |
15 |
20 |
25 |
30 |
50 |
|||
|
Скобы рычажные с ценой деления 0,002 и 0,005 мм |
3 |
Вся шкала |
4 |
5 |
10 |
20 |
25 |
- |
- |
- |
|||
|
2 |
10 делений |
2 |
3 |
5 |
- |
- |
- |
||||||
Таблица 10.3
Предельные погрешности измерения, мкм, внутренних линейных размеров универсальными измерительными средствами
|
Средства измерений |
Средства установки |
Ход стержня, мм |
Номинальный размер, мм |
||||
|
3…18 |
18…50 |
50…120 |
120…260 |
260…500 |
|||
|
Штангенциркуль с отсчетом по нониусу 0,1 мм |
- |
- |
200 |
250 |
300 |
300 |
|
|
Штангенциркуль с отсчетом по нониусу 0,05 мм |
- |
- |
150 |
200 |
200 |
250 |
|
|
Нутромеры микрометрические с ценой деления 0,01 мм |
Установочная мера |
13 |
- |
15 |
20 |
30 |
|
|
Нутромеры индикаторные с отсчетной головкой (цена деления 0,01 мм) |
Концевые меры 4-го класса или гладкий микрометр |
Весь расход |
15 |
20 |
25 |
25 |
30 |
|
То же |
0,1 |
10 |
10 |
15 |
15 |
20 |
|
|
Концевые меры 3-го класса или установочные кольца |
0,03 |
5 |
5 |
10 |
10 |
- |
|