Токарные резцы составляют наиболее многочисленное семейство в общем множестве резцов. Государственными стандартами России предусматривается три больших группы резцов: резцы токарные и строгальные с режущей частью из быстрорежущей стали; резцы твердо-сплавные напайные токарные и строгальные, а также резцы с механическим креплением пластин из твердого сплава, керамики и сверхтвердых материалов.
Основные размеры и технические требования быстрорежущих проходных отогнутых правых и левых резцов регламентирует ГОСТ 18868-73, прямых резцов – ГОСТ 18869-73, подрезных торцовых – ГОСТ 18871-73.
Номенклатура твердосплавных напайных резцов определена ГОСТами 18877-73, 18878-73, 18879-73, 18880-73 (резцы проходные отогнутые прямые, упорные и подрезные соответственно); расточные напайные резцы для сквозных отверстий предусмотрены ГОСТ 18882-73, для глухих отверстий – ГОСТ 18883-73. Вместо напайных твердосплавных резцов предусматривается применение цельных твердосплавных резцов со стальным хвостовиком (ГОСТ 18062-72 и 18063-72).
Рассмотрим наиболее типичные виды токарных резцов (рис. 2.1.).
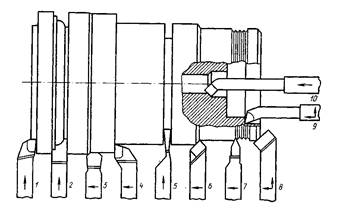
Рис.2.1 Основные типы токарных резцов
Проходные резцы – прямые 6 и отогнутые 8, правые и левые предназначены для обработки цилиндрических поверхностей. Отогнутые резцы более универсальны, они позволяют обрабатывать также торцовые поверхности с поперечной подачей. Углы j=45o, 60o, 75o.
Проходные упорные резцы — правые 4 и левые — предназначены для обтачивания ступенчатых деталей, подрезки торцов, буртиков; угол j=90o.
Подрезные резцы 1 предназначены для обтачивания ступенчатых деталей, в том числе с большим отношением длины к диаметру, подрезки торцов, буртиков; углы j=100o, j1=10o.
Расточные резцы 9, 10 предназначены для увеличения диаметра предварительно подготовленных отверстий. Для обработки сквозных отверстий используются резцы с углами j=45o…75o и углами j1в тех же пределах.
Для обработки отверстий большого диаметра и длины используются жесткие державки (борштанги), в пазу которых прямо или косо закрепляется один или несколько резцов круглого или квадратного сечения. Размеры таких резцов регламентированы ГОСТ 9795-84. Для получения точных отверстий применяются борштанги или расточ
ные головки специальных конструкций (микроборы), позволяющие устанавливать размер инструмента с помощью микрометрических винтов.
Отрезные (прорезные) резцы 5 общего назначения изготавливаются из быстрорежущей стали и твердых сплавов и предназначены для отрезания материала под прямым углом к оси вращения или прорезания узких пазов и канавок. Номенклатура быстрорежущих резцов определя-ется ГОСТ 18874-73, твердосплавных напайных — ГОСТ 18884-73 и твердосплавных с механическим креплением неперетачиваемых пластин — ТУ2-035-1024-86. В зависимости от расположения режущей части резца относительно корпуса такие резцы бывают асимметричные (правые 5 и левые) и симметричные.