Сварные соединения – это неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева соединяемых деталей.
Сварка осуществляется нагревом деталей до расплавленного состояния (сварка плавлением электродуговая, электрошлаковая и др.) или до тестообразного состояния с последующим применением механического усилия (контактная сварка).
Сварные соединения являются наиболее совершенными неразъемными соединениями, так как лучше других соединений приближают составные детали к цельным и позволяют изготавливать детали неограниченных размеров. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, включая высоколегированные, цветных сплавов и пластмасс.
По взаимному расположению соединяемых элементов сварные соединения, выполненные дуговой сваркой, делятся на следующие группы:
· соединения стыковые – соединяемые элементы являются продолжением один другого; сварку производят по торцам элементов (рис. 2.2);
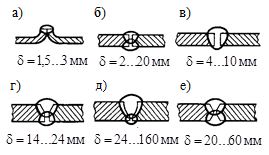
Рис 2.2. Стыковые соединения
· соединения нахлесточные – боковые поверхности соединяемых элементов частично перекрывают одна другую (рис. 2.3);
· соединения тавровые – соединяемые элементы перпендикулярны или реже наклонны один к другому; один элемент торцом приваривается к боковой поверхности другого элемента (рис. 2.4, а–в);
· соединения угловые – соединяемые элементы перпендикулярны или наклонны один к другому и привариваются по торцам (рис. 2.4, г–е).
Стыковые соединения являются наиболее совершенными по сравнению с другими видами соединений. Применение стыковых соединений, как наиболее близких к целым деталям, расширяется, а применение нахлесточных соединений – сокращается. Для элементов малой толщины применяют сварку с отбортовкой (рис. 2.2, а); для элементов средней толщины – сварку без скоса кромок двусторонним швом (рис. 2.2, б), односторонним швом на флюсовой подкладке (рис. 2.2, в) или со скосами кромок (рис. 2.2, г); для элементов большой толщины – с криволинейными скосами (рис. 2.2, д) или с четырьмя скосами (рис. 2.2, е).
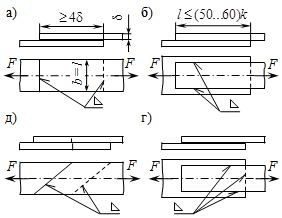
Рис. 2.3. Нахлесточные соединения
Нахлесточные соединения выполняют, как правило, угловыми швами. По расположению относительно нагрузки (F) различают следующие виды угловых швов:
· поперечные или лобовые, расположенные перпендикулярно направлению силы (рис. 2.3, а);
· продольные или фланговые, расположенные параллельно направлению силы (рис. 2.3, б);
· косые, расположенные под углом к направлению силы (рис. 2.3, д);
· комбинированные, представляющие сочетание двух или трех перечисленных швов (рис 2.3, г).
Лобовые швы во избежание возникновения повышенных напряжений изгиба следует накладывать с двух сторон, а перекрытие соединяемых элементов должно быть не меньше 4δ (см. рис. 2.3, а).
Максимальную длину лобовых и косых швов не ограничивают. Длину фланговых швов рекомендуется выбирать не более ![]() , где
, где ![]() – катет треугольника поперечного сечения шва. Из-за неизбежных по концам швов дефектов, влияющих на прочность соединения, длину угловых швов выбирают не менее 30 мм. Конструкции угловых швов приведены в [18].
– катет треугольника поперечного сечения шва. Из-за неизбежных по концам швов дефектов, влияющих на прочность соединения, длину угловых швов выбирают не менее 30 мм. Конструкции угловых швов приведены в [18].
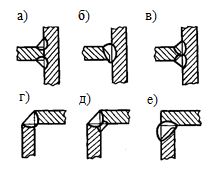
Рис. 2.4. Соединения тавровые и угловые
Тавровые соединения выполняют:
· без подготовки кромок (рис. 2.4, а) при малых толщинах свариваемых элементов (![]() мм), а также при ручной сварке;
мм), а также при ручной сварке;
· с односторонней подготовкой кромок при толщинах свариваемых деталей ![]() мм (рис. 2.4, б);
мм (рис. 2.4, б);
с двусторонней подготовкой кромок при толщинах свариваемых деталей
· ![]() мм (рис. 2.4, в).
мм (рис. 2.4, в).
Угловые соединения выполняют:
· при малых толщинах (s = 2…8 мм) ручной сваркой (рис. 2.4, г);
· при средних толщинах (s = 6…14 мм) автоматической и полуавтоматической сваркой (рис. 2.4, д);
· при значительных толщинах (s = 10…40 мм) автоматической и полуавтоматической сваркой (рис. 2.4, е).
Применение сварных конструкций обеспечивает существенную экономию металла по сравнению с клепаными и литыми соединениями. Экономия металла по сравнению с клепаными конструкциями получается за счет:
· полного использования рабочих сечений соединяемых элементов без ослабления их отверстиями для заклепок;
· возможности непосредственного соединения элементов без вспомогательных деталей (накладок).
Общая экономия металла составляет в среднем 15…20 %.
Экономия металла по сравнению с литыми конструкциями достигается благодаря следующему:
· более высоким механическим свойствам материалов и меньшим остаточным напряжениям;
· более тонким стенкам;
· меньшим припускам на механическую обработку.
Сварные стальные конструкции легче чугунных литых конструкций до 50 %, а стальных литых – до 30 %.
Для сварки характерны высокие экономические показатели: малая трудоемкость процесса, относительно низкая стоимость оборудования, возможность автоматизации и т. д. Относительно низкая стоимость сварочного оборудования определяется тем, что оно не связано с использованием больших сил (как кузнечно-прессовое оборудование) и с необходимостью плавления большого количества металла (как литейное производство).
Недостатком сварки является нестабильность качества шва, зависящая от квалификации сварщика. Этот недостаток в значительной степени устраняется применением автоматической сварки.
В настоящее время сварные конструкции вытеснили клепаные из машиностроения (в том числе из судо- и котлостроения), за исключением отдельных случаев.
Сварка является основным видом получения соединений металлических строительных конструкций. Наиболее прогрессивно изготовление металлических конструкций на заводах сваркой, а их соединение на строительных объектах высокопрочными болтами.
Широкое применение находят сварные конструкции из гнутых или штампованных элементов. Рациональные формы таких конструкций можно получить при малой трудоемкости.
Общим исходным условием проектирования сварных соединений является условие равнопрочности шва и соединяемых элементов.