Современное машиностроение характеризует сравнительно частая замена и модернизация оборудования, что требует иногда перепланировки цехов. Появилась потребность в быстро переналаживаемом способе установки оборудования. Обычное оборудование (металлорежущие станки, приводы конвейеров и др.) теперь устанавливают или на переносных виброопорах, или непосредственно на бетонном полу цеха, используя специальные фундаментные болты.
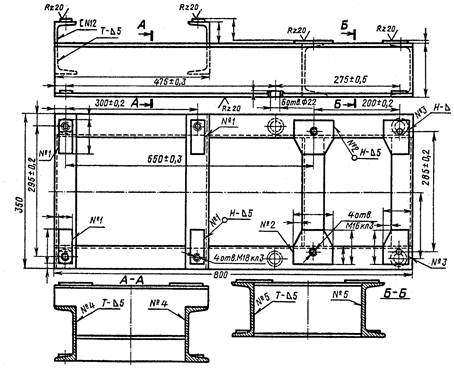
Рис. 3.56. Чертеж сварной рамы
Фундаментные болты устанавливают в скважины, просверленные в полу цеха твердосплавным инструментом, или в колодец, заранее предусмотренный в полу (рис. 3.57). Фундаментный болт по ГОСТ 24379.1-80 состоит из шпильки, шайбы, гаек и других деталей. Шпильки фундаментных болтов изготовляют из углеродистой стали марки ВСт3пс2 по ГОСТ 380 – 94. Размеры шпильки: d = М16; М20; М24.
На необработанном бетонном полу оборудование устанавливают с подливкой раствора цемента толщиной h (рис. 3.57) под опорную поверхность. Перед подливкой оборудование выверяют на горизонтальность подкладками или клиньями. Если поверхность пола точно обработана (например, шлифованием), то выверку и подливку не применяют.
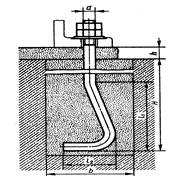
Рис. 3.57. Фундаментный болт
Болты закрепляют в скважине цементным раствором при вибропогружении в него шпильки болта или путем утрамбовывания сырого цементного порошка. На рис. 3.57 показан простейший фундаментный болт с изогнутым концом. Размеры болта в зависимости от диаметра: l1 = 8d; l2 = 4d; ширина сторон колодца для размещения болта b = (6…8)d; глубина заложения болта Н = 20d.