Фиксаторы являются наиболее ответственными устройствами в делительных приспособлениях, от которых зависит точность деления при позиционной обработке. Фиксаторы обычно представляют собой стержни различной формы, которые монтируются на корпусе приспособления. В процессе обработки стержень заводится в одно из отверстий, предусмотренных в подвижной (поворотной) части, и жестко фиксирует подвижную часть относительно корпуса приспособления. Управление фиксаторами осуществляется вручную или автоматически.
Кроме простых фиксаторов используются сложные делительные механизмы типа делительных головок с механизмами мальтийского креста, с использованием храповых механизмов и др. Они имеют механический, пневматический или гидравлический привод.
Фиксаторы выполняются с цилиндрической, призматической и конической рабочей частью.
На рис. 4.58 показана схема работы фиксатора с цилиндрической рабочей частью. Фиксатор 3 продольно подвижен в направляющей втулке 2, установленной в неподвижном корпусе приспособления 4, и под действием пружины заскакивает в фиксирующие втулки 1, размещенные в поворотной части. Суммарная погрешность шага делительного устройства, переносимая на обработанные детали, равна:
![]() ,
,
где ![]() и
и ![]() – зазоры в сопряжениях;
– зазоры в сопряжениях; ![]() – допуск на расстояние между осями двух соседних фиксирующих втулок; А – возможный эксцентриситет втулок.
– допуск на расстояние между осями двух соседних фиксирующих втулок; А – возможный эксцентриситет втулок.
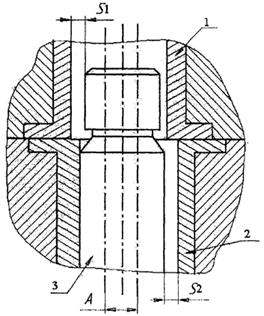
Рис. 4.58. Схема фиксатора с цилиндрической рабочей частью
Сопряжение фиксаторов (ГОСТ13160–67 – ГОСТ 13162 – 67) с направляющими и фиксирующими втулками выполняется:
· по посадке ![]() при
при ![]() мм;
мм;
· в точных приспособлениях – по ![]() и
и ![]() мм;
мм;
· в особо точных приспособлениях – ![]() ;
; ![]() и
и ![]() ≤ 0,01 мм.
≤ 0,01 мм.
Для уменьшения влияния зазоров и повышения точности положения после поворота применяют фиксаторы с конической или призматической рабочей частью (рис.4.59, а). Для этих фиксаторов погрешность положения равна:
![]()
При этом следует иметь в виду, что при малейшем загрязнении фиксирующего гнезда механизм не обеспечивает необходимой точности деления.
Фиксаторы изготавливаются из стали 45 и закаливаются до твердости HRC40…45 или из стали 20Х с цементацией и закалкой до твердости HRC 55…60.
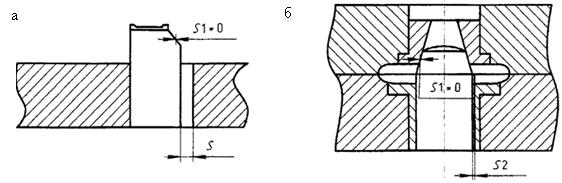
Рис. 4.59. Схемы фиксаторов с призматической (а) и конической (б) рабочими частями
Для повышения жесткости и долговечности фиксаторов после поворота делительного устройства производится зажим подвижной части с помощью специальных устройств, имеющих ту же конструкцию, что и устройства для зажима самоустанавливающихся и подводимых опор. Кроме ручных, применяются фиксаторы, действующие от механических, пневмо- и гидроприводов.