Кондукторные втулки служат для направления режущего инструмента при обработке отверстий на сверлильных и расточных станках (ГОСТ 18435 -73, технические требования). Применяются неподвижные и вращающиеся втулки. Неподвижные кондукторные втулки могут быть постоянными, сменными и быстросменными.
Постоянные втулки выполняются без буртика (тип 1 по ГОСТ 18429 – 73) и с буртиком (тип 2 ГОСТ 18430 – 73) и применяются при обработке неточных отверстий одним инструментом (сверлом, зенкером) в условиях мелкосерийного производства.
Посадка втулки в плиту – ![]() , в технически обоснованных случаях
, в технически обоснованных случаях ![]() или
или ![]() .
.
Сменные втулки применяются при обработке отверстия одним инструментом в условиях крупносерийного и массового производства, когда они быстро изнашиваются, и необходима их быстрая замена. Они устанавливаются в промежуточных втулках (ГОСТ 18433 – 73) по посадке – ![]() . От проворачивания и подъема при обработке (под воздействием сходящей стружки) сменные втулки без буртика (ГОСТ 15362 – 73) крепятся стопорными винтами, а втулки с буртиком (ГОСТ 18431 – 73) – головкой винта.
. От проворачивания и подъема при обработке (под воздействием сходящей стружки) сменные втулки без буртика (ГОСТ 15362 – 73) крепятся стопорными винтами, а втулки с буртиком (ГОСТ 18431 – 73) – головкой винта.
Быстросменные втулки (ГОСТ 18432-73) используются в случаях, когда точное отверстие получается путем последовательного применения нескольких инструментов (например, сверла, зенкера, развертки), для каждого из которых требуется своя втулка. Они устанавливаются в промежуточных втулках по посадке ![]() или
или ![]() . На буртике имеется площадка под головку винта и выточка. При замене втулку поворачивают так, чтобы под головкой винта оказалась выточка. После этого ее свободно вынимают и заменяют другой. В такой конструкции не требуется вращать винт при смене втулки.
. На буртике имеется площадка под головку винта и выточка. При замене втулку поворачивают так, чтобы под головкой винта оказалась выточка. После этого ее свободно вынимают и заменяют другой. В такой конструкции не требуется вращать винт при смене втулки.
Промежуточные втулки (ГОСТ 18433 – 73) служат для установки сменных или быстросменных втулок в приспособлении. Они монтируются в корпусах или кондукторных плитах по посадке ![]() .
.
Направляющие втулки (кондукторные) под расточный инструмент запрессовываются в различных кондукторах и служат для направления сверл и скалок с резцами; сопряжение скалок с втулками выполняется по посадке![]() или
или ![]() .
.
Применение кондукторных втулок упраздняет операцию разметки, уменьшает увод сверла и разбивку обрабатываемых отверстий, точность которых заметно увеличивается по сравнению с точностью отверстий, обработанных без кондукторов.
Сопряжения мерного режущего инструмента с кондукторными втулками осуществляется в системе вала по посадкам ![]() ,
, ![]() или
или ![]() .
.
Ориентировочно количество сверлений через кондукторную втулку – 10000…15000.
Расстояние (h) от нижнего торца кондукторной втулки до детали составляет 0,3…1,0 внутреннего диаметра втулки.
Кондукторные втулки изготавливают из следующих материалов:
· стали 9ХС (ГОСТ 5950 – 63) при диаметре сверления до 9 мм;
· стали У10 (ГОСТ 1435 – 54) при диаметре сверления от 9 до 27 мм;
· стали 20Х с цементацией и закалкой при диаметре сверления более 27 мм.
Допуск на межцентровое расстояние втулок составляет 1/2…1/3 от допуска на межцентровое расстояние отверстий, обычно (![]() 0,1…
0,1… ![]() 0,02) мм.
0,02) мм.
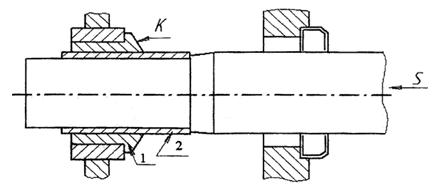
Рис. 4.60. Схема вращающейся кондукторной втулки
Кроме стандартных применяются специальные конструкции кондукторных втулок, например, для обработки отверстий в уступе или углублении, на криволинейных поверхностях, для сверления близкорасположенных отверстий и др.
При растачивании отверстий с передним направлением расточной скалки (рис. 4.60) рекомендуется на скалку надевать стальную закаленную втулку 2, которая не вращается в направляющей втулке 1 кондуктора. Это исключает возможность попадания мелкой стружки в зазор между вращающейся скалкой и отверстием втулки. Для отвода стружки на направляющей втулке 1 предусматривается конический участок К. Материал втулок 1 и 2 – сталь ХВГ, закаленная до твердости HRC – 65. Конструкции вращающихся кондукторных втулок выбираются по машиностроительной нормали МН 358-60.