Для обработки фасонных и сложно профилированных поверхностей применяют приспособления, снабженные копирами. Роль копиров – направлять режущий инструмент относительно заготовки для получения заданной траектории их относительного движения. Обработку с копирами производят на фрезерных, токарных, строгальных, шлифовальных и других станках.
Наиболее общим случаем обработки по копиру является фрезерование замкнутого контура методом круговой подачи (рис. 4.61). Скрепленные заготовка 1 и копир 2 вращаются вокруг общей оси. Подача режущего инструмента 3 производится с помощью следящих устройств. В механических следящих устройствах копиры воспринимают на себя все силы, возникающие при обработке, поэтому они должны иметь высокую износостойкость и жесткость.
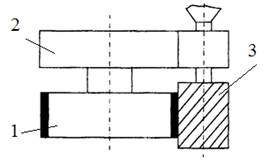
Рис. 4.61. Схема фрезерования по копиру:
1 – заготовка; 2 – копир; 3 – режущий инструмент
Связь между копиром и исполнительным устройством осуществляется посредством силового привода (гидро-, пневмо- и др.).
Точность обработки по копиру зависит от точности профиля копира. Материал копиров – стали У8А, У10А, 20, 20Х с цементацией и закалкой до твердости HRC 58…62.
В связи с уменьшением диаметра фрезы после переточки копир и ролик выполняются конической формы с углом наклона профиля 10 – 15° (рис. 4.62, 4.63). После заточки фрезы ролик перемещается вдоль оси, поэтому размер детали остается постоянным.
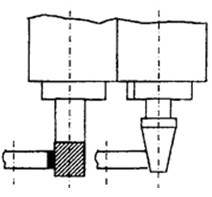
Рис. 4.62. Применение ролика конической формы
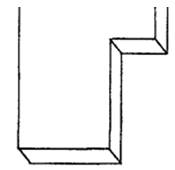
Рис. 4.63. Применение плоского копира со скошенным профилем