Первичным звеном в организации производственного процесса является рабочее место. Оно представляет собой часть производственной площади, оснащенной необходимым оборудованием и инструментами, при помощи которых рабочий или группа рабочих (бригада) выполняет отдельные операции по изготовлению продукции или обслуживанию процесса производства.
Характер и особенности рабочего места во многом определяют вид производственной структуры. Оно может быть простым (рабочий обслуживает один станок), многостаночным (рабочий обслуживает несколько станков) или коллективным (на одном рабочем месте трудится несколько рабочих).
Совокупность рабочих мест, на которых выполняется технологически однородная работа или различные операции по изготовлению однородной продукции, образует производственный участок. На крупных и средних предприятиях производственные участки объединяются в цехи. Цех – это производственное и административно обособленное подразделение предприятия, в котором выполняется определенный комплекс работ в соответствии с внутризаводской специализацией.
Исходя из назначения и характера изготавливаемой продукции или выполняемых работ на предприятии выделяют основное, вспомогательное, обслуживающее и побочное производство и соответственно основные, вспомогательные, обслуживающие и побочные участки, цехи и хозяйства.
К цехам основного производства относятся цехи, изготавливающие продукцию предприятия. На машиностроительных заводах к ним относятся литейные, кузнечно-прессовые, механические, сборочные; на металлургических – доменные, сталеплавильные, прокатные цехи; на обувных и швейных предприятиях – закройные и пошивочные. Перечень цехов зависит от вида изготавливаемой продукции и уровня специализации предприятия. Иногда однородные цехи на крупных предприятиях объединяются в корпуса. На небольших предприятиях с относительно простым про
изводством, напротив, создавать цехи нецелесообразно. Различают цеховую, бесцеховую и корпусную производственные структуры (рис. 4.3)
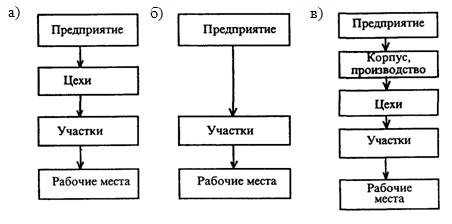
Рис. 4.3 Виды производственных структур:
а – цеховая; б – бесцеховая; в – корпусная
Классификация основных цехов по стадиям изготовления готового продукта такая же, как и классификация производственных процессов:
· заготовительные (литейные, кузнечные, прессовые, цехи металлоконструкций);
· обрабатывающие (механические, деревообрабатывающие, термические, гальванические);
· сборочные (цехи узловой и общей сборки, испытательные, окраски готовых машин).
Вспомогательные цехи способствуют выпуску основной продукции, производят вспомогательные виды изделий, необходимые для нормальной работы основных цехов Так, инструментальные цехи оснащают основные инструментом. Обслуживающие цехи и хозяйства выполняют работу по обслуживанию основных и вспомогательных цехов транспортировкой и хранением сырья, полуфабрикатов, готовой продукции и т.п. Побочные цехи занимаются использованием и переработкой отходов основного производства (цех ширпотреба).
Несмотря на разнообразие цехов и участков основного производства, они формируются по конкретным признакам, определяющим их структуру. К таким признакам относятся технологическая и предметная специализация Соответственно различают три типа производственных структур технологическую, предметную и смешанную.
При технологической структуре цехи и участки создаются по принципу технологической однородности выполняемых работ или производственных процессов
по изготовлению различных изделий (рис. 4.4). Эта структура развивалась по мере увеличения технической вооруженности и масштабов производства. Отдельные фазы производства постепенно выделялись в самостоятельные подразделения. Например, на машиностроительных заводах организовались литейный, кузнечный, механический цехи, а внутри, например, механического цеха – токарный, фрезерный участки. На текстильных фабриках организуются прядильные, ткацкие, отделочные производства.
Достоинством технологической структуры являются технологическая специализация производства и высокая квалификация рабочих. Облегчается руководство цехом (участком), маневрирование людьми.
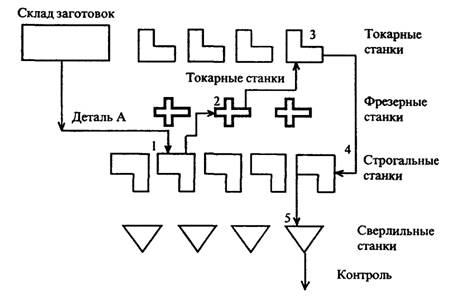
Рис. 4.4 Схема размещения оборудования при технологической структуре: 1 – 5 – последовательность технологического процесса
В то же время этой структуре также присущ ряд существенных недостатков:
1) в связи с большой номенклатурой продукции, выпускаемой в цехах (участках) с технологической структурой, увеличивается время на переналадку оборудования на другие виды продукции, удлиняется производственный цикл;
2) оборудование невозможно располагать по ходу технологического процесса, так как при частой смене изготовления продукции меняются состав и последовательность операций Размещение оборудования по группам однотипных машин создает встречное движение полуфабрикатов, увеличивает внутренние перевозки и удлиняет производственный цикл;
3) отсутствует ответственность за качество изделия в целом, так как каждый участок выполняет отдельные операции.
При предметной структуре основные цехи создаются по отдельным переделам по признаку изготовления каждым из них либо определенного изделия, либо его части. Так, на автомобильном заводе имеются цехи моторов, шасси, рам, заднего моста и др.; на заводе измерительных приборов – цехи по изготовлению круглых и плоских калибров, микрометров и др.; на обувной фабрике – цехи мужских ботинок, женской модельной обуви и др.
При предметной структуре создаются более благоприятные условия для внедрения новой техники, механизации и автоматизации производства, так как оборудование располагается по ходу технологического процесса (рис. 4.5). Это создает предпосылки внедрения поточного метода организации производства, сокращения длительности производственного цикла. Каждый цех, участок, за которым закреплено изготовление определенной продукции, полностью отвечает за ее выпуск в срок, заданного объема и качества.
В то же время при предметной структуре усложняется руководство цехами, участками, в которых осуществляются разнообразные по характеру операции. Усложняется структура. Возникает необходимость располагать всеми видами оборудования в каждом цехе, уменьшается его загрузка. Так если на автомобильном заводе применять в чистом виде предметную структуру, то окажется, что в каждом цехе нужно будет иметь кузнечно-прессовое оборудование, участки формовки и литья чугунных, стальных, бронзовых деталей и многое другое. Некоторые машины невозможно полностью загрузить из-за относительно небольшого объема работ на данном участке.
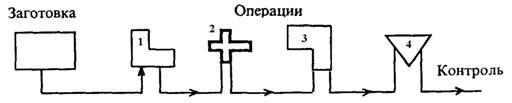
Рис. 4.5 Схема размещения оборудования по предметному принципу:
1 – токарное (оборудование); 2 – фрезерное; 3 – строгальное;
4 – сверлильное
Поэтому на машиностроительных предприятиях применяется смешанная (предметно-технологическая) структура, при которой заготовительные производства и цехи строятся по технологическому принципу (кузнечно-прессовый, литейный серого
чугуна, сталелитейный), а обрабатывающие и впускающие объединяются в предметно-замкнутые звенья. Эта структура особенно характерна для машиностроительных заводов с массовым и серийным типом производства. На предприятиях с индивидуальным производством преобладает технологическая структура.
На металлургических заводах или объединениях преобладает технологическая структура. Создаются копровые, доменные, сталелитейные, прокатные предприятия или цехи. В состав металлургических комбинатов нередко входят агломератная фабрика и коксовый цех.
На текстильных фабриках преобладает технологическая структура с одновременной специализацией отдельных участков по выработке определенных номеров пряжи и артикулов суровья. Многие фабрики выполняют все стадии изготовления ткани: прядение, ткачество, отделку. Часть фабрик специализируется на выполнении одной или двух стадий.