Проектная задача при точностном расчете заключается в назначении допусков на размеры деталей приспособления, обеспечивающих заданную точность обработки заготовки в приспособлении (обеспечивающих точность операции)
Проектная задача выполняется в следующей последовательности:
1) рассчитывается допустимая погрешность установки заготовки в приспособлении;
2) рассчитывается допустимая погрешность изготовления деталей и сборки приспособления;
3) определяется погрешность изготовления и сборки установочных элементов приспособления;
4) назначаются допуски на размеры деталей приспособления.
Расчёт допустимой погрешности установки заготовки в приспособлении
Суммарная погрешность или поле рассеяния выполняемого размера в партии деталей выражается известной зависимостью:
![]() ,
,
где t – коэффициент риска, определяющий возможность получения брака при обработке, % (при t = 1 ожидаемый брак составит 32 %, при t = 2 – 4,5 %, при t = 3 – 0,27 %); ![]() – коэффициенты, зависящие от закона рассеяния погрешностей;
– коэффициенты, зависящие от закона рассеяния погрешностей; ![]() – погрешность выполняемого размера, вызываемая упругими деформациями элементов технологической системы; εуст – погрешность установки заготовки в приспособлении;
– погрешность выполняемого размера, вызываемая упругими деформациями элементов технологической системы; εуст – погрешность установки заготовки в приспособлении;![]() – погрешность статической настройки технологической системы;
– погрешность статической настройки технологической системы; ![]() – погрешность, вызываемая размерным износом режущего инструмента;
– погрешность, вызываемая размерным износом режущего инструмента; ![]() – погрешность обработки, вызванная тепловыми деформациями технологической системы;
– погрешность обработки, вызванная тепловыми деформациями технологической системы; ![]() – погрешность установки и фиксации приспособления на станке;
– погрешность установки и фиксации приспособления на станке; ![]() – погрешность станка;
– погрешность станка; ![]() – суммарная погрешность формы обработанной поверхности, включающая отклонения формы обработанных поверхностей и отклонения их углового положения.
– суммарная погрешность формы обработанной поверхности, включающая отклонения формы обработанных поверхностей и отклонения их углового положения.
Считается, что погрешности ![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() подчиняются нормальному закону распределения, при этом
подчиняются нормальному закону распределения, при этом
![]() =
= ![]() =
= ![]() =
= ![]() =
= ![]() = 1/9.
= 1/9.
Распределение погрешностей ![]() и
и ![]() мало изучено, поэтому считается, что их распределение подчиняется закону равной вероятности:
мало изучено, поэтому считается, что их распределение подчиняется закону равной вероятности:
![]() =
= ![]() = 1/3.
= 1/3.
В результате, погрешность получаемого на данной операции размера в партии деталей равна:
![]() .
.
Для обеспечения требуемой точности обработки необходимо, чтобы погрешность получаемого на данной операции размера в партии деталей не превысила допуска на заданный размер (ТА ≥ w):
![]() .
.
Отсюда получаем:
![]() . (4.1)
. (4.1)
При этом если под знаком корня в выражении (4.1) получается отрицательное число, это означает, что выбранный технологом метод обработки не обеспечивает заданной точности в принципе. Например, нельзя точением на токарном станке обеспечить шестой квалитет точности диаметра.
Расчёт допустимой погрешности изготовления деталей и сборки приспособления
Известно, что погрешность установки заготовки в приспособлении равна:
![]() ,
,
отсюда
![]() . (4.2)
. (4.2)
Здесь погрешность установки ![]() рассчитана на предыдущем этапе; погрешность базирования (
рассчитана на предыдущем этапе; погрешность базирования (![]() ) рассчитывается, исходя из схемы базирования детали; погрешность закрепления (
) рассчитывается, исходя из схемы базирования детали; погрешность закрепления (![]() ) определяется, как показано ранее (см. подразд. 4.3.2).
) определяется, как показано ранее (см. подразд. 4.3.2).
Если в этом случае под знаком корня в выражении (4.2) получено отрицательное значение, значит выбранный метод установки заготовки (метод базирования и закрепления) не обеспечивает требуемой точности обработки.
Определение погрешности изготовления и сборки установочных элементов приспособления
Из подраздела 4.3.3 допустимая погрешность изготовления и сборки установочных элементов приспособления определяется следующим образом:
![]() . (4.3)
. (4.3)
Погрешность установки приспособления (![]() ) на столе станка с Т-образными пазами с помощью шпонок колеблется в пределах 0 – 0,02 мм. Допустимая величина износа установочных элементов (
) на столе станка с Т-образными пазами с помощью шпонок колеблется в пределах 0 – 0,02 мм. Допустимая величина износа установочных элементов (![]() ) задается при расчетах как исходная и обычно не превышает 0,01 мм.
) задается при расчетах как исходная и обычно не превышает 0,01 мм.
Отрицательное значение под знаком корня в выражении (4.3) означает необходимость ужесточения допусков на износ установочных элементов приспособления, а также указывает на необходимость смены метода установки приспособления в технологической системе.
Назначение допусков на размеры деталей приспособления
При определении допусков на размеры деталей приспособления строится размерная цепь приспособления в направлении получаемого размера ![]() (рис. 4.11).
(рис. 4.11).
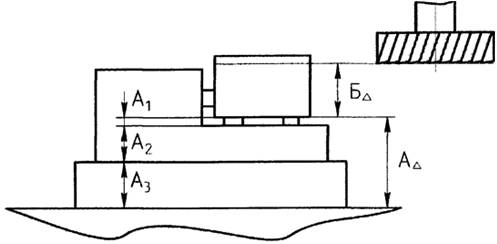
Рис. 4.11. Схема назначения допусков на детали приспособления
Допуск на размер ![]() равен рассчитанному значению погрешности изготовления и сборки установочных элементов приспособления:
равен рассчитанному значению погрешности изготовления и сборки установочных элементов приспособления:
![]() .
.
Далее из расчета цепи методом максимума-минимума определяются допуски на составляющие звенья (Аi) размерной цепи. При этом должно выполняться условие:
![]() ,
,
где n – количество составляющих звеньев размерной цепи А.