Большинство деталей имеет сложную форму и устанавливается при помощи группы явных баз. Обычно используются две или три явные базы, материализованные с помощью установочных элементов.
Установка в «координатный угол»
Для реализации схемы установки в «координатный угол» необходимы три взаимно перпендикулярных плоскости, реализующие систему координат детали (рис. 4.22):
1) установочная база (опорные точки 1, 2, 3);
2) направляющая база (опорные точки 4, 5);
3) опорная база (опорная точка 6).
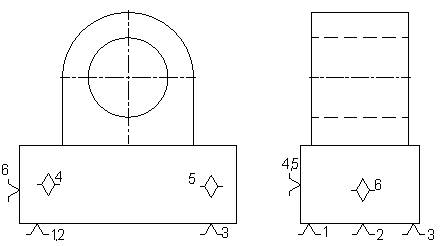
Рис. 4.22. Схема базирования в «координатный угол»
В данном случае все опорные точки материализованы опорами приспособления. При этом комплект баз задает систему координат заготовки, что и дало название этой схеме установки. Для такой схемы погрешность базирования размеров, получаемых от технологических баз, равна нулю. Важным достоинством схемы базирования в «координатный угол» является возможность выполнения принципа совмещения баз.
При выборе баз руководствуются следующими рекомендациями:
· в качестве технологических баз принимаются поверхности, относительно которых задано наибольшее количество размеров, т.е. основные конструкторские базы;
· в качестве установочной технологической базы принимается поверхность детали, имеющая наибольшие габаритные размеры;
· в качестве направляющей технологической базы принимается поверхность детали, имеющая наибольшую протяженность.
Недостатком данной схемы установки является тот факт, что в машиностроении очень ограничен круг деталей, имеющих правильную призматическую форму, необходимую для реализации этой схемы.
Установка детали по плоскости и двум отверстиям
Для реализации схемы установки детали по плоскости и двум отверстиям заготовка должна иметь одну плоскую поверхность и два отверстия любого диаметра, как угодно расположенные, с осями, перпендикулярными к этой поверхности. Если заготовка не имеет таких отверстий, в целях базирования возможна подготовка технологических отверстий.
Заготовка плоской поверхностью устанавливается на опоры, тем самым материализуется явная установочная технологическая база (см. рис. 4.10, опорные точки 1, 2, 3). Двумя отверстиями заготовка устанавливается на короткие установочные цилиндрические пальцы: реализуются две двойные опорные базы – опорные точки 4, 5 на одном цилиндрическом пальце и опорные точки 6, 7 на другом цилиндрическом пальце. Таким образом, нарушается правило шести точек, и возникает неопределенность базирования: невозможно предсказать, какая опорная точка (5 или 7) лишит заготовку последней степени свободы.
Учитывая необходимость повышения определенности базирования, один из установочных пальцев делают срезанным (см. рис. 4.10). Условие установки заготовки на плоскость и цилиндрический и срезанный установочные пальцы представлена в подразд. 4.2.
Погрешность базирования для вертикальных размеров, получаемых от технологической базы, равна нулю, так как выполнен принцип совмещения баз.
Погрешность базирования для горизонтальных размеров (длины и ширины) определяется перекосом заготовки на установочных пальцах в пределах зазоров. В наихудшем случае, когда зазоры в сопряжениях установочных пальцев с отверстиями оказались максимальными, тангенс угла поворота заготовки на установочных пальцах составит:
![]() .
.
Смещения детали от ее среднего положения в направлениях, перпендикулярных оси цилиндрического пальца, определяются следующим образом:
![]() .
.
Для уменьшения угла поворота заготовки на установочных пальцах целесообразно брать расстояние А0 наибольшим. При прямоугольной базовой плоскости базовые отверстия следует располагать на концах ее диагонали.
Схема установка детали по плоскости и двум отверстиям используется при обработке деталей малых и средних размеров типа корпусов, плит, рам и картеров.
Её достоинствами являются:
· простая конструкция приспособления;
· возможность соблюдения принципа постоянства баз;
· относительно простая передача и фиксация заготовок на поточных и автоматических линиях.
Недостатки схемы установка детали по плоскости и двум отверстиям:
· необходимость точной обработки базовых отверстий заготовки на первых операциях изготовления детали;
· сравнительно большие погрешности базирования при получении большинства размеров детали.
Ввиду своей универсальности эта схема установки корпусных заготовок остается самой распространенной.
Установка заготовки по плоскости и одному параллельному ей отверстию
В схеме базирования по плоскости и одному параллельному ей отверстию (рис. 4.23) применен длинный срезанный палец. Можно было бы применить короткий цилиндрический палец, однако условия установки на него очень жесткие.

Рис. 4.23. Базирование по плоскости и длинному отверстию
Условие возможности установки по плоскости и одному параллельному ей отверстию аналогично условию установки по плоскости и двум отверстиям при
![]() и
и ![]()
Ширина центрирующей ленточки срезанного пальца определяется из соотношения:
![]()
где ![]() и
и ![]() – допуски на расстояния соответственно между базовой плоскостью детали и осью отверстия и осью пальца.
– допуски на расстояния соответственно между базовой плоскостью детали и осью отверстия и осью пальца.
Установка заготовки по плоскости и трем перпендикулярным к ней отверстиям
Для реализации схемы базирования по плоскости и трем перпендикулярным к ней отверстиям (рис. 4.24) применяются три коротких срезанных установочных пальца.
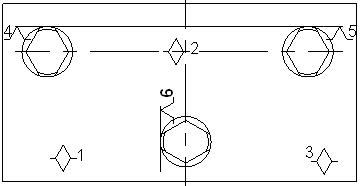
Рис. 4.24. Базирование заготовки по плоскости и трем отверстиям
Данная схема применяется при обработке корпусных деталей на автоматических линиях, при этом установочные пальцы выполняются втягивающимися в корпус приспособлениями для того, чтобы заготовка могла быть передвинута в рабочую зону приспособления толкателем («волоком»). При этом базовые отверстия обрабатываются по 6…8 квалитетам точности (по диаметру).
Преимущества этой схемы по сравнению со схемой установки на два пальца – несколько меньший угол поворота заготовки (меньшие погрешности базирования) и большая легкость посадки на пальцы.
Недостатки схемы – быстрый износ срезанных установочных пальцев и снижение точности установки.