Призмы применяются для установки деталей по наружным цилиндрическим поверхностям.
Призмы на корпусе станочного приспособления базируются с помощью двух штифтов и закрепляются двумя винтами.
Призмы изготавливаются из стали 20Х с цементацией на 0,8 – 1,2 мм и закалкой до HRC 55 – 60 (рабочие поверхности). Рабочие поверхности и основания призм шлифуются.
При установке детали по черновой базе, а также при установке ступенчатых валов рабочие поверхности призм делают узкими (рис. 4.32, б).

Рис. 4.32. Примеры использования призм
Крупные изделия устанавливают на чугунные или сварные призмы со стальными сменными закаленными пластинками на наклонных плоскостях (рис. 4.32, в).
Призмы могут быть:
· опорными (рис 4.33, а);
· с боковым креплением (рис 4.33, б);
· подвижными (рис 4.33, в);
· установочными (рис 4.33, г);
· неподвижными (рис 4.33, д);
· призматическими (рис 4.33, е).
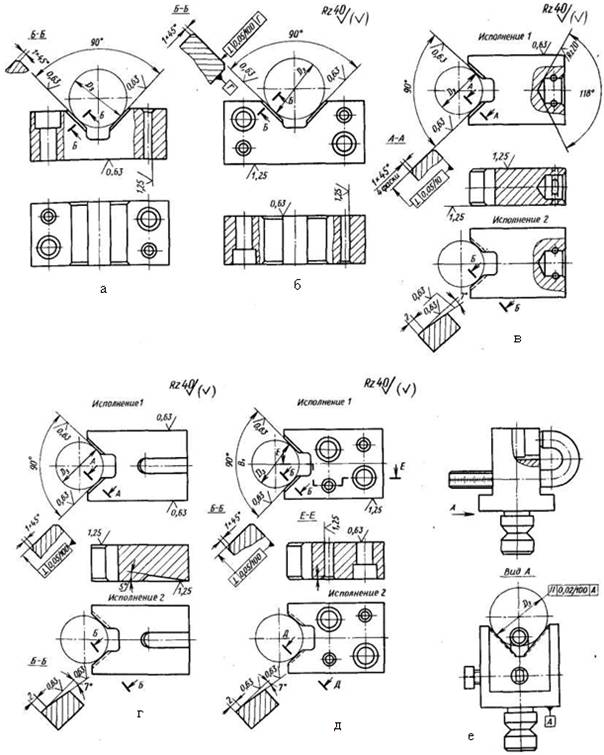
Рис. 4.33. Призмы:
а – опорные по ГОСТ 12195 – 66 (диаметр базы устанавливаемой заготовки D3 = 5150 мм); б – с боковым креплением по ГОСТ 12197 – 66 (D3 5…150 мм); в – подвижные по ГОСТ 12193 – 66 (D3 = 5h – 100 мм); г – установочные по ГОСТ 12194 – 66 (D3 = 5…100 мм); д – неподвижные по ГОСТ 12196 – 66 (D3 = 3…100 мм); е – призматические опоры по ГОСТ 16897 – 71 (D3 = 10…90 мм)