Зажим станочного приспособления – механизм станочного приспособления для закрепления заготовки. Зажимные устройства обеспечивают надежный контакт заготовки с установочными элементами и предупреждают ее смещение и вибрации под действием сил резания.
Необходимость применения зажимных устройств отпадает, если обрабатывается тяжелая заготовка, при условии, что силы резания малы по сравнению с ее весом. Необходимость закрепления отпадает также, если силы, возникающие при обработке, приложены так, что они прижимают заготовку к установочным элементам.
Определив схему базирования и расположение установочных элементов, намечают схему закрепления деталей. При этом необходимо выполнить следующие требования:
1) в процессе зажима не должно нарушаться положение детали, заданное ей при базировании (рис. 4.34);
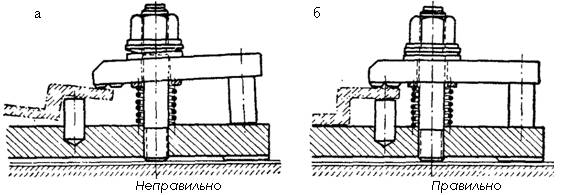
Рис. 4.34. Направление сил зажима относительно опор
2) зажимные устройства не должны деформировать заготовки и портить их поверхность (неправильно прикладывать усилия закрепления к поверхностям, обработанным начисто, или к резьбовым поверхностям без дополнительной прокладки, или к тонкостенному месту на детали);
3) зажимные устройства не должны мешать обработке или находиться на обрабатываемых поверхностях;
4) место зажима должно по возможности располагаться в непосредственной близости от места обработки или в мете, где обеспечивается максимальный момент;
5) силы резания не должны восприниматься зажимными устройствами. Это означает, что следует выбирать схему зажима детали так, чтобы сила резания была бы направлена на какой-либо из установочных элементов, расположенный на линии действия этой силы или вблизи него. Это позволит уменьшить силу зажима, а следовательно, уменьшить смятие детали и ее деформацию при закреплении, а также габариты зажимных устройств и приспособления в целом (рис. 4.35). В первом варианте (рис.4.35,а) в некоторый момент времени может оказаться, что Pz > Q, и заготовку вырвет;
6) для обеспечения контакта детали с установочными элементами приспособления и устранения сдвига при ее закреплении зажимное усилие необходимо направлять перпендикулярно поверхности установочного элемента (рис. 4.36).
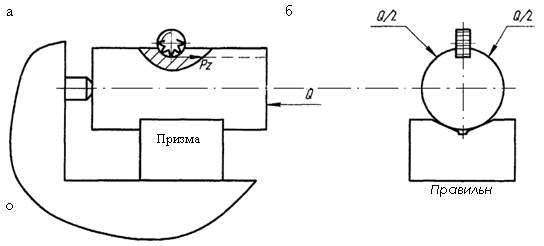
Рис. 4.35. Приложение сил зажима при фрезеровании
После определения местоприложения сил зажима необходимо определить тип зажимного устройства. Тип зажимного устройства зависит от величины усилий закрепления (для чего проводят силовой расчет) и экономической целесообразности. Если в неавтоматизированном производстве рабочий выполняет в смену в среднем до 750 циклов «закрепление – открепление», то зажимное устройство должно быть механизировано.
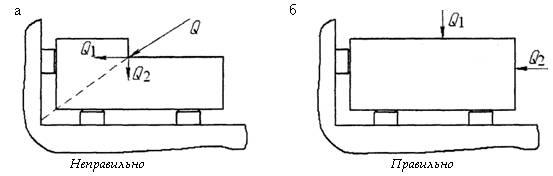
Рис. 4.36. Выбор направления приложения зажимного усилия
Экономическую целесообразность определяют исходя из затрат на проектирование, а экономический эффект от внедрения зажимного устройства – исходя из экономии времени на зажим. Ориентировочно продолжительность закрепления заготовок различными зажимными устройствами составляет:
· в трехкулачковом патроне ключом – 0,07 мин;
· при затяжке одного винтового зажима ключом – 0,07 мин;
· при повороте штурвала – 0,04 мин;
· при повороте рычага или рукоятки – 0,04 мин;
· при повороте маховичка или звездочки – 0,03 мин;
· при повороте рукоятки пневмо- или гидрокрана – 0,01 мин.