Вакуумный привод обеспечивает прижим заготовки к опорной плоскости корпуса силой атмосферного давления за счет создания полости с разряженным воздухом с одной из ее сторон. В этом случае заготовка не деформируется под действием приложенных сил зажима. Поэтому такие приспособления особенно удобны при закреплении тонких плоских деталей из немагнитных материалов. Сила зажима достигает при этом тысяч ньютонов, поэтому данный привод применяется на чистовых и отделочных операциях.
Принципиальная схема установки для создания вакуума показана на рис. 4.51. Бак-ресивер 5 – сосуд для скапливания газа, поступающего в пего и расходуемого через трубы меньшей площади сечения. Он служит для мгновенного зажима детали при включении вакуумного приспособления 8 с помощью крана 7. Кран 3 отсекает насос от бака-ресивера в то время, когда насос не работает, во избежание засасывания вакуумного масла в ресивер.
Конструкция вакуумных приспособлений проста. Заготовка 1 (рис. 4.52, а) устанавливается на приспособление 2, из полости 3 которого удаляется воздух. Заготовка к корпусу приспособления прижимается атмосферным давлением. Герметичность системы обеспечивается уплотнением из круглого или прямоугольного резинового шнура 4. Открепление заготовки осуществляется сообщением полости 3 с окружающей средой.
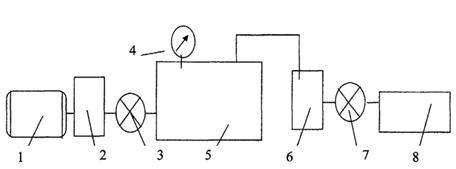
Рис. 4.51. Схема вакуумного привода:
1 – электродвигатель; 2 – вакуумный насос; 3 и 7 – управляющие органы; 4 – стрелочный вакуумметр; 5 – бак-ресивер; 6 – очиститель; 8 – вакуумное приспособление
Для равномерного многоточечного прижима на установочной плоскости плиты выполняют большое количество мелких близко расположенных отверстий (рис. 4.52, б). В этом случае закрепление производится без уплотнения и отсутствует выпучивание и коробление заготовки.
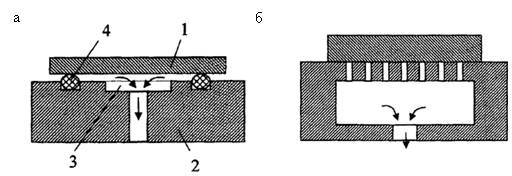
Рис. 4.52. Схема вакуумного приспособления:
а – с уплотнением; б – без уплотнения; 1 – заготовка; 2 – приспособление; 3 – полость; 4 – резиновый шнур
Сила зажима в вакуумном приспособлении (Q) определяется по формуле:
![]() ,
,
где ![]() – атмосферное давление;
– атмосферное давление; ![]() – остаточное давление в камере после разрежения; F – площадь, ограниченная внутренним контуром резиновой прокладки;
– остаточное давление в камере после разрежения; F – площадь, ограниченная внутренним контуром резиновой прокладки; ![]() – упругая сила сжатой прокладки;
– упругая сила сжатой прокладки; ![]() = ри – избыточное давление. Обычно избыточное давление составляет не более 0,1…0,15 кгс/см. Более глубокий вакуум незначительно увеличивает силу прижима.
= ри – избыточное давление. Обычно избыточное давление составляет не более 0,1…0,15 кгс/см. Более глубокий вакуум незначительно увеличивает силу прижима.
Базовая поверхность заготовок может быть обработанной или черновой. Рабочая поверхность корпуса приспособления должна иметь шероховатость не более Ra 0,8 мкм. Отклонение от прямолинейности этой поверхности – не более 0,02 мм на длине 300 мм