Контроль линейных размеров производится в основном стандартными приборами. Рассмотрим основные схемы контроля отклонений формы и расположения поверхностей.
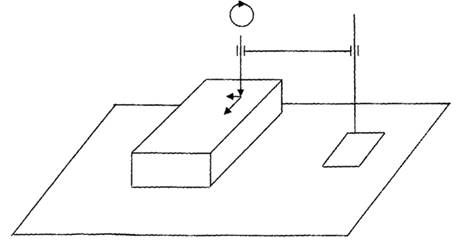
Рисунок 6.8. Схема контроля отклонения от прямолинейности и плоскостности поверхностей
Контроль отклонения от плоскостности и прямолинейности плоских поверхностей (рис. 6.8) производится перемещением измерительного устройства относительно контролируемой поверхности в одном направлении (при контроле отклонения от прямолинейности поверхности) или в двух взаимно перпендикулярных направлениях (при контроле отклонения от плоскостности поверхности).
Отклонение от цилиндричности поверхности контролируется при установке цилиндрической детали в центрах с использованием приспособления типа «скоба» (рис. 6.9) с продольным перемещением приспособления вдоль оси поверхности.
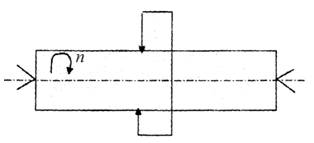
Рис. 6.9. Схема контроля отклонения от цилиндричности поверхности
Отклонение от круглости цилиндрической поверхности (рис.6.10) контролируется в призмах при базировании по контролируемой поверхности, причем измерительное устройство должно быть расположено против одной из базовых поверхностей призм. При любом другом расположении измерительного устройства контролируется радиальное биение цилиндрической поверхности.
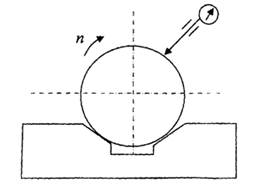
Рис. 6.10. Схема контроля отклонения от круглости цилиндрической поверхности
Отклонение от параллельности плоскостей контролируется двумя измерительными устройствами (рис. 6.11), расположенными на одной базе (при неподвижном контролируемом изделии), либо одним измерительным устройством с перемещением контролируемого изделия вдоль линии измерения.
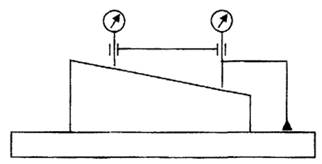
Рис. 6.11. Схема контроля отклонения от параллельности поверхностей
Отклонение от параллельности осей отверстий контролируется двумя индикаторами от одной базы с использованием оправки (рис. 6.12).
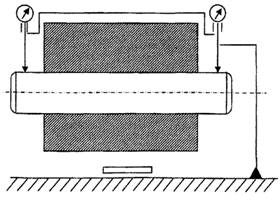
Рис. 6.12. Схема контроля отклонения от параллельности осей отверстий
Отклонение от параллельности оси отверстия относительно базовой плоскости (рис. 6.13) контролируется двумя измерительными устройствами с использованием оправки, причем в качестве измерительной базы используется конструкторская база изделия. Оправка может быть использована для контроля соосности отверстий, расположенных в противоположных стенках изделия, как предельный калибр.
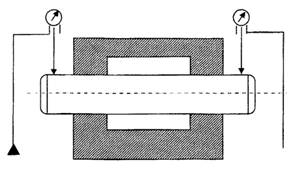
Рис. 6.13. Схема контроля отклонения от параллельности оси отверстия относительно базовой плоскости
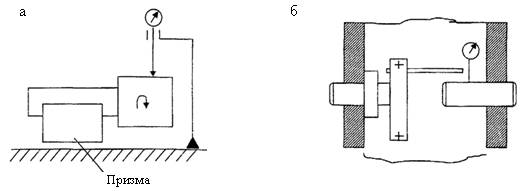
Рис. 6.14. Схемы контроля отклонения от соосности:
а – шеек валов; б – отверстий
При контроле отклонения от соосности шеек валов (рис. 6.14, а) изделие устанавливается в призму своей измерительной базой. Отклонение от соосности контролируемой поверхности относительно измерительной базы производится при вращении изделия.
При контроле отклонения от соосности отверстий используются оправки (рис.6.14, б). Измерительное устройство устанавливается на вращающейся оправке (слева). В контролируемое изделие устанавливается неподвижная цилиндрическая оправка, относительно которой и производится измерение отклонений.
Контроль радиального биения шеек вала может производиться как относительно базовых шеек (рис. 6.15), так и относительно центровых отверстий. В первом случае контролируемое изделие устанавливается базовыми шейками на призмы. Во втором случае контролируемое изделие устанавливается центровыми отверстиями на вращающиеся или неподвижные центры. В обоих случаях контроль производится при вращении контролируемого изделия на призмах или в центрах.
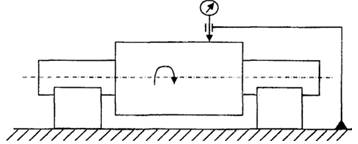
Рис. 6.15. Схема контроля радиального биения шеек вала
Контроль торцевого биения вращающихся поверхностей (рис. 6.16) производится измерительным устройством, расположенным на периферии контролируемой поверхности при вращении контролируемого изделия в призмах или центрах.
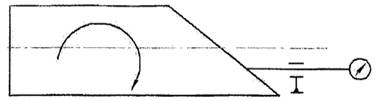
Рис. 6.16. Схема контроля торцевого биения вращающихся поверхностей
Контроль отклонения от перпендикулярности поверхностей (рис.6.17) относительно измерительной базы производится на неподвижном изделии двумя измерительными устройствами, предварительно настроенными по эталону.
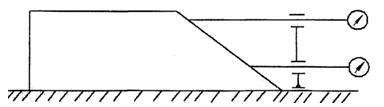
Рис. 6.17. Схема контроля отклонения от перпендикулярности поверхностей
Контроль отклонения от перпендикулярности торца корпуса относительно оси отверстия производится измерительным устройством на вращающейся оправке, установленной в отверстии – измерительной базе (рис.6.18).

Рис. 6.18. Схема контроля отклонения от перпендикулярности торца корпуса относительно оси отверстия
Межосевое расстояние А (рис. 6.19) определяется по формуле:
![]() ;
;
где А – межосевое расстояние.
Отклонение от параллельности осей отверстий (рис. 6.19) определяется по формуле:
![]() .
.
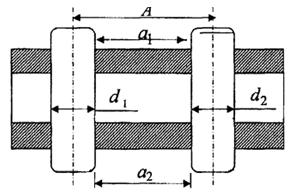
Рис. 6.19. Схема контроля межосевого расстояния отверстий
Отклонение от перпендикулярности осей отверстий (на длине L1) контролируется по схеме (рис. 6.20).
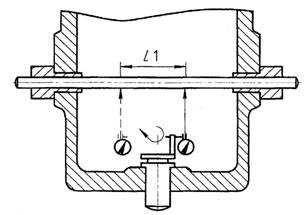
Рис. 6.20. Схема контроля отклонения от перпендикулярности осей отверстий