Дефекты — отклонения от предусмотренного техническими условиями качества материала по химическому составу, структуре, сплошности, состоянию поверхности, механическим и другим свойствам.
Дефекты, возникающие в процессе эксплуатации оборудования, можно разделить на три группы:
1) изнашивание, царапины, риски, надиры;
2) механические повреждения (трещины, выкрашивание зубьев, поломки, изгибы, скручивания);
3) химико-тепловые повреждения (коробление, раковины, коррозия).
Большинство крупных и средних механических дефектов обнаруживают при внешнем осмотре. В некоторых случаях проверку осуществляют с помощью молотка: дребезжащий звук при отстукивании детали молотком свидетельствует о наличии в ней трещин. Для обнаружения мелких трещин можно использовать различные методы дефектоскопии. Наиболее простые — капиллярные методы, позволяющие визуально определить наличие трещин. Более сложен метод магнитной дефектоскопии с продольным или ротационным намагничиванием. Дефекты, расположенные внутри материала, определяют рентгеноскопическим или ультразвуковым методами. Ультразвук можно использовать и для обнаружения трещин.
Изнашивание (износ) — изменение размеров, формы, массы или состояния поверхности вследствие разрушения поверхностного слоя изделия. Различают следующие виды износа: допустимый, критический, предельный, преждевременный, естественный и многие другие, название которых определяется физико-химическими явлениями или характером распределения по поверхности детали.
Из всех возможных видов износов основными в станках являются механический, при заедании и окислительный.
При механическом изнашивании происходит истирание (срезание) поверхностного слоя у совместно работающих деталей. Оно часто усугубляется наличием абразивной пыли, твердых частиц, стружки, продуктов изнашивания. При этом трущиеся поверхности дополнительно разрушаются за счет царапин. Механическое изнашивание возникает при нулевой и отличной от нее относительной скорости движения сопрягаемых поверхностей, при наличии длительных нагрузок, больших удельных нагрузках и ряде других факторов. Правильные конструирование и обработка позволяют существенно уменьшить этот износ.
Изнашивание при заедании происходит в результате схватывания одной поверхности с другой, глубинного вырывания материала. Происходит это при недостаточной смазке и значительном удельном давлении, когда начинают действовать молекулярные силы. Схватывание происходит также при высоких скоростях скольжения и высоком давлении, когда температура трущихся поверхностей высока.
Окислительное изнашивание проявляется у деталей станков, испытывающих непосредственное действие воды, воздуха, химических веществ и непосредственно температуры.
Об износе деталей и сборочных единиц можно судить по характеру их работы (например, шуму), качеству поверхности, форме и размеру обработанной детали.
Для уменьшения износа сопрягаемых поверхностей используется жидкостная смазка (в том числе и газовая), трение качения, магнитное поле и специальные антифрикционные накладки, прокладки и материалы.
Контроль за износом ответственных сопряжений станков необходим для установления потребности в ремонте, для оценки качества эксплуатации станка, для разработки мероприятий по повышению долговечности станка.
Измерение величины износа может производиться в процессе эксплуатации (специально при плановых осмотрах), в периоды плановых ремонтов или при испытании станков.
Существуют разнообразные методы измерения износа, которые можно подразделить на следующие группы:
1) интегральные методы, когда можно определить лишь суммарный износ по поверхности трения, не устанавливая величины износа в каждой точке поверхности, к ним можно отнести взвешивание, применение радиоактивных изотопов;
2) метод микрометража, основанный на измерении детали микрометром, индикаторными или другими приборами до и после износа; микрометраж, особенно измерение с помощью индикаторных приборов, часто применяют при износе деталей станков в производственных условиях; метод не всегда дает точное представление о форме изношенной поверхности;
3) метод "искусственных баз", используемый для оценки износа поверхностей трения базовых деталей станка; он заключается в том, что на изнашиваемые поверхности заранее наносят лунки определенной формы, которые на изменение режима трения практически не оказывают влияния, поскольку их размеры малы; по первому способу (способ отпечатков) лунки 2 на поверхность трения наносятся либо вдавливанием алмазной пирамиды 1 (рис. 8.4, а), либо вращающимся твердосплавным роликом 3 (рис. 8.4, б). Второй метод, который называют методом ”вытирания”, точнее из-за отсутствия вспученного металла.
Рис. 8.4. Формы отпечатков
4) метод поверхностной активации, как и метод ”искусственных баз”, используется в автоматических линиях из-за большого количества контролируемого оборудования и ограниченного доступа к трущимся поверхностям; суть метода — рабочие участки направляющих, шпиндельных узлов, зубчатых и червячных передач, винтовых передач и других ответственных механизмов подвергают поверхностной активации в циклотронах пучком ускоренных заряженных частиц (протонов, дейтронов, альфа-частиц); глубина активированного слоя должна соответствовать предполагаемой величине линейного износа детали; для крупногабаритных деталей используют предварительно активированные специальные вставки. О величине износа активированных поверхностей судят, периодически измеряя энергию излучения.
Выбор метода зависит от цели данного испытания и требуемой точности измерения. Допустимый износ направляющих станин токарно-винторезных и консольно-фрезерных станков нормируют в зависимости от требуемой точности обработки и размеров детали. Если износ направляющих превышает 0,2 мм, виброустойчивость станка значительно снижается, и, хотя по условиям обеспечения заданной точности деталей допустимо продолжение эксплуатации станка, приходится останавливать его на капитальный ремонт в связи с ухудшением качества обработанной поверхности (следы вибрации) или с потерей производительности.
Допустимый износ направляющих продольно-строгальных и продольно-фрезерных станков определяется по формуле
Umax = d(Lo / L1)2,
где d — погрешность обработки на станке (допуск на деталь); Lo и L1 — длина направляющих станины и обрабатываемой детали соответственно.
Для плоских направляющих износ равен расстоянию от некоторой условной прямой, проходящей через точки на неизношенных концах направляющих, до изношенной поверхности.
Для станков с V-образными или треугольными направляющими с углом основания α допустимый износ
Umax = dcos α (Lo / L1)2.
Износ направляющих станины в зависимости от режима работы станка и правильной эксплуатации составляет 0,04…0,10 мм и более в год.
Износ направляющих станины токарных и револьверных станков, работающих в условиях индивидуального и мелкосерийного производства, составляет в среднем около 30 % от величины износа направляющих станков, занятых в условиях крупносерийного и массового производства.
Основным следствием износа направляющих тяжелых станков, как, например, продольно-строгальных, продольно-фрезерных, расточных, карусельных и др., а также станков средних размеров с высокими скоростями движения по направляющим является контактное схватывание — заедание. Сопутствует ему по этой категории станков абразивное изнашивание.
Для проверки направляющих используются универсальные мостики. Их устанавливают на различные по форме и размерам направляющие станков. С помощью двух уровней одновременно проверяют прямолинейность и извернутость (т. е. отклонение от параллельности в горизонтальной плоскости) направляющих, индикаторами определяют параллельность поверхностей.
Мостик располагают примерно в средней части (по длине) станины так, чтобы четыре опоры располагались на призматической части направляющих. Затем на верхней площадке закрепляют уровни с ценой деления 0,02 мм на 1000 мм длины и с помощью винтов регулируют положение уровней так, чтобы пузырьки основной и вспомогательной ампул уровней располагались посередине между шкалами. Далее приспособление сдвигают вдоль направляющих и возвращают на первоначальное место. При этом пузырьки основных ампул должны вернуться в исходное положение. Если это не произошло, необходимо проверить крепление колонок и подпятников.
Проверку направляющих осуществляют при остановке мостика последовательно через участки, равные по длине расстоянию между опорами мостика. По уровню, установленному вдоль направляющих, определяют непрямолинейность. Извернутость поверхностей определяют по уровню, расположенному перпендикулярно направляющим.
Показания уровня в микрометрах, отсчитанные на отдельных участках, записывают в протокол и затем строят график формы направляющих.
На рис. 8.5, а приведен пример проверки направляющих треугольного профиля (часто встречающихся у станин токарно-револьверных станков). По индикатору 4 определяют параллельность левой направляющей базовой плоскости; по уровню 2, расположенному поперек направляющих, устанавливают их извернутость. Вторую сторону правой направляющей можно проверить по уровню, установив на этой стороне опору 3, или же, не перенося опоры, по индикатору (на рисунке это показано штриховой линией).
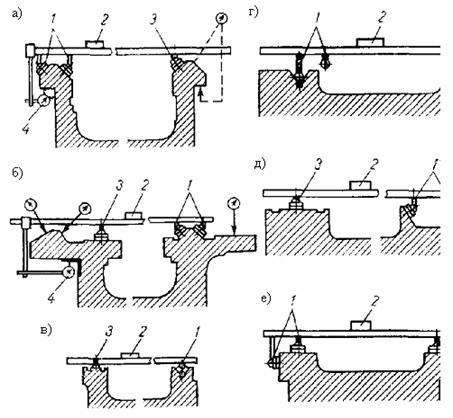
Рис. 8.5. Схемы проверки направляющих
На рис. 8.5, б показана установка приспособления на станине токарного станка для проверки индикатором 4 параллельности средних направляющих базовой поверхности, т. е. с плоскости под зубчатую рейку и проверки спиральной извернутости уровнем 2.
Для проверки станин шлифовальных и некоторых других станков со схожим сочетанием направляющих (рис. 8.5, в) на прямолинейность и извернутость четыре опоры 1 располагают между образующими направляющей V-образного профиля, а одну опору 3 — на противоположной плоской направляющей. Проверку ведут по уровню 2.
Когда размеры направляющих не позволяют поместить между их образующими все опоры приспособления (рис. 8.5, г), то устанавливают только две опоры 1.
На рис. 8.5, д опоры 1 раздвинуты в соответствии с размером призматической направляющей станины.
При проверке плоских направляющих станины (рис. 8.5, е) две из опор 1 упирают в боковую поверхность, остальные две и опору 3 располагают на горизонтальных плоскостях. Таким образом обеспечиваются устойчивые показания уровня 2.
Универсальным мостиком, применяя различные держатели для крепления индикатора, можно контролировать параллельность оси ходового винта и направляющих станины токарного станка. Схема проверки параллельности оси винта координатно-расточного станка направляющим станины показана на рис. 8.6.
Рис. 8.6. Схема проверки параллельности оси винта координатно- расточного станка направляющим станины
Конструкция универсального мостика проста, поэтому настройка приспособления занимает не более 5 мин. С ней справляется слесарь средней квалификации.
Угловой мостик. Угловые мостики применяются для проверки направляющих, расположенных в разных плоскостях (например, направляющие поверхности траверсыкоординатно-расточного станка модели КР-450).
На рис. 8.7 показана схема такого приспособления для измерения угловым мостиком.
Короткое плечо 3 расположено перпендикулярно удлиненному 5. Валик 1 закреплен неподвижно, а валик 4 можно сдвигать и устанавливать в зависимости от размера направляющей. При этом валики 1 и 4 размещаются в V-образных направляющих или охватывают поверхности призматической направляющей. Опору 7 переустанавливают вдоль паза плеча 5 и регулируют по высоте.
На плечо 3 вдоль направляющих устанавливают регулируемую колодку 2 с уровнем и проверяют их прямолинейность. Извернутость проверяют при расположении уровня перпендикулярно направляющим. С помощью индикаторов 6 определяют непараллельность поверхностей, а также непараллельность оси винта к направляющим.
Проверку параллельности направляющих формы “ласточкин хвост”, а также других форм удобно осуществлять с помощью специальных и универсальных при-способлений, оснащенных индикаторами.
Направляющую можно проверить на параллельность индикаторными приспособлениями лишь после подготовки базовых. Представленное на рис. 8.8 приспособление применяется для проверки параллельности охватываемых и охватывающих направляющих различных форм и размеров с контактом по верхним или нижним поверхностям.
Рис. 8.8. Схемы проверки направляющих формы "ласточкин хвост"
Приспособление состоит из балки 3 с шарнирно скрепленным рычагом 1 и регулируемым измерительным стержнем 8, стойки 2 с индикатором и сменной шарнирной опоры 5 с контрольным валиком 6. Опору 5 можно установить под различными углами и на любом участке планки 3 вдоль ее паза. Положение опоры 5 фиксируют болтом 4.
При проверке направляющих формы «ласточкин хвост» с контактами по нижней плоскости подбирают сменную опору с диаметром валика, обеспечивающим контакт примерно посередине высоты наклонной плоскости (рис. 8.8, а и в). Опору 9 регулируют вдоль ее паза и также закрепляют болтом (на рисунке не показан). На цилиндрической поверхности измерительного стержня имеется шкала, по которой определяют значение деления индикатора, зависящее от разности расстояний а и b (рис. 8.8, а). При этом значение одного деления шкалы индикатора составляет 0,005…0,015 мм, что необходимо учитывать при замерах.
Для восстановления деталей используются различные методы (табл. 8.1). При выборе метода восстановления необходимо назначать ремонтный, ремонтный свободный или ремонтный регламентированный размеры.
Таблица 8.1
Методы восстановления деталей
|
Название метода восстановления |
Характерные особенности |
|
Обработка резанием |
Метод ремонтных размеров применяют для восстановления точности направляющих станков, изношенных отверстий или шеек различных деталей, резьбы ходовых винтов и др. Из двух спряженных деталей восстанавливают и ремонтируют более дорогую, трудоемкую и металлоемкую деталь, а заменяют более дешевую. Изношенные места деталей переводят после соответствующей обработки в следующий ремонтный размер. При восстановлении стыков направляющих используют компенсаторы |
|
Сварка, наплавка |
Сваркой исправляют детали с изломами, трещинами, сколами. Наплавка является разновидностью сварки и заключается в том, что на изношенный участок наплавляют присадочный материал более износостойкий, чем основной материал детали. После наплавки значительно повышается срок службы детали, которую можно использовать многократно, однако при этом процессе возможно коробление деталей. Для ремонта стальных деталей чаще применяют дуговую сварку металлическими электродами, используя те или иные методы в зависимости от химического состава стали. Газовую сварку используют для восстановления чугунных и стальных деталей толщиной менее 3 мм. Сварка серого чугуна может быть горячей, полугорячей и холодной |
|
Сварка – пайка |
Восстановление чугуна. Используется латунная проволока и прутки из медно-цинковых оловянных сплавов |
|
Сварка |
Ковкий чугун восстанавливают с применением латунных электродов или электродов из монель-металла (сплав никеля с медью, железом и марганцем) |
|
Металлизация |
Металлизация заключается в расплавлении металла и распылении его струёй сжатого воздуха на мелкие частицы, которые внедряются в неровности поверхности, сцепляясь с ними. Металлизации подвергаются детали из различных материалов, работающих при спокойной нагрузке. Используются газовые или дуговые металлизаторы. Поверхность должна быть обезжиренной и шероховатой |
|
Хромирование |
Хромирование — процесс восстановления изношенной поверхности осаждением хрома электролитическим путем. Хромированные поверхности обладают повышенной твердостью и износостойкостью, но плохо переносят динамические нагрузки. Хромирование менее универсально по сравнению с металлизацией из-за малой толщины, сложности покрытия деталей сложной конфигурации. Имеет неоспоримые преимущества перед другими методами восстановления: частично изношенный слой хрома легко удаляется гальваническим путем (дехромированием), детали могут многократно восстанавливаться без изменения размеров |
Ремонтным называют размер, до которого обрабатывают изношенную поверхность при восстановлении детали. Свободный ремонтный размер — размер, величина которого не устанавливается заранее, а получается непосредственно в процессе обработки, когда будут удалены следы изнашивания и восстановлена форма детали. К полученному размеру подгоняют соответствующий размер сопряженной детали методом индивидуальной пригонки. При этом невозможно заранее изготовить запасные части в окончательно обработанном виде. Регламентированный ремонтный размер — заранее установленный размер, до которого ведут обработку изношенной поверхности. При этом можно запасные детали изготавливать заранее, ремонт ускоряется.
Методы восстановления деталей при ремонте подробно рассмотрены в технической литературе, некоторые из них приведены на схемах рис. 8.9. Применение того или иного метода ремонта диктуется техническими требованиями на деталь и обусловлено экономической целесообразностью, зависит от конкретных условий на производстве, от наличия необходимого оборудования и сроков ремонта.
Большое распространение для восстановления деталей получили методы с применением полимерных материалов. Для этого требуется оборудование для литья под давлением, которое отличается простотой, и материалы типа полиамидов, обладающие достаточной адгезионной способностью к металлу и хорошими механическими свойствами.
В расточенной втулке (рис. 8.9, а) делают радиальные отверстия, затем втулку нагревают, помещают на столик пресса, поджимают к соплу (рис. 8.9, б) и прессуют. Восстановленная втулка показана на рис. 8.9, в.
Для восстановления изношенной шейки вала (рис. 8.9, г) ее предварительно протачивают (рис. 8.9, д), а далее процесс повторяется, как и в предыдущем случае (рис. 8.9, е).
Рис. 8.9. Схемы восстановления деталей станков
Восстановление будет качественным только при соблюдении режимов литья и технологии процесса.
Винтовые передачи скольжения могут быть восстановлены с помощью самотвердеющих акрилопластов (стиракрил, бутакрил, этакрил и др.), состоящих из двух компонентов — порошка и жидкости-мономера. После смешивания порошка с жидкостью через 15…30 мин смесь затвердевает.
Сломанный вал (рис. 8.9, ж) можно восстановить путем запрессовки новой части 1 (рис. 8.9, з) или методом сварки (рис. 8.9, м) с последующим обтачиванием сварочного шва.
Изношенную резьбу в корпусной детали (рис. 8.9, к) рассверливают и развертывают, в полученное отверстие запрессовывают втулку, которую при необходимости фиксируют стопорным винтом 2 (рис. 8.9, л). Аналогичным способом поступают при ремонте гладких отверстий.
Точную посадку по боковым сторонам изношенного шлицевого вала можно восстановить, если после отжига вала расширить шлицы ударами керна с последующей закалкой и шлифованием боковых сторон (рис. 8.9, м).
Внутренний диаметр бронзовой втулки можно уменьшить с d1 до d2 путем осадки, т.е. уменьшить ее высоту при неизменном наружном диаметре. Осадку производят под прессом (рис. 8.9, н).
Технология восстановления винтовых передач скольжения может быть следующей. Восстанавливают постоянство шага ходового винта скольжения прорезкой резьбы. Резьбу в ходовой гайке срезают и растачивают до диаметра на 2…3 мм больше наружного диаметра ходового винта. Растачиваемую поверхность по возможности делают ребристой. Отремонтированный ходовой винт нагревают до 90 °С и опускают в расплавленный парафин. После охлаждения на поверхности винта остается тонкая парафиновая пленка. Винт, покрытый парафином, монтируют с расточенной гайкой, имитируя рабочее состояние передачи. Торцы гайки уплотняют пластилином. Затем в боковое, специально просверленное отверстие гайки шприцом заливают только что приготовленную смесь. Через несколько минут смесь затвердевает, и винт можно вывернуть из гайки.
Шариковые винтовые передачи ремонтируют, если износ резьбы винта более 0,04 мм. Технология восстановления следующая. Исправляют центровые отверстия винта шлифованием или притиркой. Если есть забоины и вмятины центровых отверстий, то растачивают и устанавливают на клею заглушки с центровыми отверстиями. После восстановления центров, если необходимо, винт рихтуют по индикатору в центрах. Затем механической обработкой восстанавливают точность шага резьбы. Во время обработки канавку резьбы расширяют по всей длине винта до ширины на наиболее изношенном участке. Наружный и внутренний диаметры резьбы остаются неизменными. Осевой зазор выбирают регулированием гаек. Гайки чаще всего не ремонтируют, а при необходимости меняют местами.
Исправление изношенных направляющих станин осуществляется следующими способами: 1) вручную; 2) на станках; 3) с помощью приспособлений.
Исправление вручную припиливанием и шабрением применяется для небольших по площади поверхности направляющих при малой величине износа. Шабрение направляющих станин может производиться двумя методами: 1) по контрольному инструменту; 2) по заранее отшабренной или прошлифованной сопряженной детали.
При величине износа направляющих станин, превышающем 0,5 мм, их ремонтируют обработкой на станках. Для этого используют специальные шлифовальные, продольно-строгальные и продольно-фрезерные станки.
При износе направляющих станин 0,3…0,5 мм на некоторых заводах их обрабатывают методом чистового строгания. Точность обработки таким методом позволяет почти полностью отказаться от шабренья и ограничиться только декоративным шабре-нием.
Шлифованием направляющие станин ремонтируют на специальных шлифовальных станках или продольно-строгальных или продольно-фрезерных станках со специальными стационарными приспособлениями.
Крупные станины, которые не могут быть обработаны на станках, должны обрабатываться с помощью приспособлений. Приспособления при их правильном использовании обеспечивают достаточно высокое качество обрабатываемых поверхностей. Обработка ведется без демонтажа станины, что сокращает сроки ремонта и снижает его стоимость. Переносные приспособления перемещаются, как правило, по станине, которую они обрабатывают. В качестве основания для приспособления (каретки) используется специально приготовленная плита или иногда деталь ремонтируемого станка.
Наибольшее распространение получили строгальные и шлифовальные приспособления.
Обработка с помощью приспособлений не требует специального оборудования. Недостатком метода являются меньшая производительность по сравнению с обработкой на станках и необходимость в ручной работе по подготовке баз. Достоинством обработки с помощью приспособлений является экономия времени на демонтаж, транспортирование и повторный монтаж станины, что неизбежно при обработке на станках.
Большое значение для восстановления направляющих имеет подбор технологических баз. По характеру баз станины могут быть разделены на четыре основные группы.
1) Станины, в которые вмонтированы шпиндели (станки горизонтально-фрезер-ные, вертикально-фрезерные с неотъемной головкой, некоторые типы зубодолбежных и др.). При ремонте станин этой группы выверки ведут от устанавливаемых в шпинделе станка оправок, материализующих ось вращения.
2) Станины, имеющие нерабочие поверхности, обработанные заодно с рабочими (станки продольно-фрезерные, продольно-строгальные, кругло- и внутришлифо-вальные).
3) Станины с частично изношенными направляющими. В качестве базы принимаются рабочие поверхности, изнашиваемые при эксплуатации мало и не на всем протяжении. У таких станин восстанавливают сначала малоизношенные поверхности, затем, базируясь от них, восстанавливают остальные изношенные рабочие поверхности. Типичными для этой группы являются станины токарных станков, револьверных станков с отъемной передней бабкой и др.
4) Станины, имеющие отдельные неизношенные участки направляющих. К этой группе относятся станины, не имеющие других обработанных поверхностей, кроме изнашиваемых рабочих (зубо- и резьбофрезерные станки). За базу принимают неизношенные или малоизношенные участки рабочих поверхностей, подлежащих исправлению.
Для восстановления требуемых свойств направляющих станин их подвергают термообработке. Из многообразия методов приведем несколько наиболее распространенных.
Поверхностная закалка с индукционным нагревом токами высокой частоты (ТВЧ). Качество слоя чугуна, закаленного ТВЧ, зависит от частоты тока, удельной мощности, времени нагрева, конструкции индуктора, зазора между индуктором и закаливаемой поверхностью, а также от условий охлаждения. На конечные результаты закалки влияет также первоначальное состояние чугуна (его химический состав и микроструктура).
При нагреве серого чугуна с целью последующей закалки часть углерода растворяется в аустените, а остальная часть его остается в свободном состоянии в виде графитных включений. Как правило, перед закалкой чугун должен иметь перлитную структуру. Если исходная структура чугуна неудовлетворительна для поверхностной закалки, то следует увеличить концентрацию связанного углерода (повысить содержание перлита в структуре) путем предварительной термической обработки — нормали-зации.
Максимальная достигаемая твердость чугуна, получаемая после закалки ТВЧ при температуре 830…950 °С (в зависимости от состава чугуна), составляет HRC 48-53. Дальнейшее повышение температуры закалки приводит к понижению твердости.
Скорость охлаждения при закалке мало влияет на твердость. При закалке в масле твердость чугуна уменьшается только на 2 — 3 ед. HRC по сравнению с закалкой в воде.
Поверхностная закалка с нагревом ТВЧ модифицированного чугуна дает возможность получить большую твердость и глубину слоя по сравнению с закалкой обычного перлитного чугуна. По микроструктуре закаленный модифицированный чугун практически не отличается от перлитного.
Перед закалкой станин токарных станков необходимо выполнить следующее:
1) установить станину на стол продольно-строгального станка и выверить на параллельность базовым поверхностям с точностью 0,05 мм и затем прогнуть ее на 0,3…0,4 мм (величина деформации при закаливании);
2) строгать все направляющие станины до установления их параллельности ходу стола. После открепления станины (от стола) вследствие упругой деформации образуется выпуклость, соответствующая величине прогиба;
3) установить станину (без выверки) на закалочную площадку, окантованную цементным буртиком для сбора использованной закалочной воды;
4) на направляющих станины установить переносный станок, с двух сторон ее закрепить два кронштейна; роликовую цепь сцепить со звездочкой привода станка;
5) между индуктором и закаливаемой станиной с помощью вертикального и горизонтального суппорта станка отрегулировать зазор. Затем подать воду в индуктор;
6) включить ток и произвести закалку. Так как закаливаемая поверхность станины расположена в горизонтальной плоскости, охлаждающая вода заливает плоский, еще не полностью нагретый участок и тем самым затрудняет закалку. Как правило, глубина закаленного слоя у вершины призмы больше, чем на плоском участке (3…4 мм у призмы, 1,5…2,5 мм на плоском участке).
Пример. Режим закалки направляющих станины токарно-винторезного станка мод. 1К62.
Напряжение генератора, В ……….………………………………. 600-750
Сила тока, А………………………..…………………………………. 95-120
Емкость конденсаторной батареи, мкФ ….…………………….. 300-375
Используемая мощность, Вт ………………………………………. 55-70
Зазор между индуктором и закаливаемой станиной, мм ………..2,5-3,5
Скорость перемещения индуктора в процессе нагрева, м/мин….. 0-24
Температура нагрева поверхности станины, °С …………………850-900
Глубина закалки, мм …………………………………………………..3-4
НRC ……………………………………………………….…………. 45-53
Время закалки станины, мин………………………………….……. 60-70
Поводка станины после закалки (в сторону вогнутости), мм… 0,30-0,50
При закалке направляющие станины прогибаются, при этом компенсируется выпуклость, полученная при строгании. Таким образом, обеспечивается небольшой съем металла при последующем шлифовании направляющих.
Пламенная поверхностная закалка
Для поверхностного упрочнения направляющих станин пламенной закалкой в ремонтной практике применяются стационарные и передвижные установки. Первые обычно установлены на специальных участках ремонтно-механических цехов. В этом случае станины должны доставляться туда для термообработки и последующего восстановления. Для станин, которые по производственным причинам невозможно снять с фундамента (отсутствие подъемных средств и транспорта, необходимость сохранения фундамента и т. д.), применяются передвижные установки.
Пламенная поверхностная закалка направляющих станин может производиться ацетилено-кислородным или керосино-кислородным пламенем. Нагрев ацетилено-кислородным пламенем происходит интенсивнее, чем керосино-кислородным, так как при помощи первого можно нагревать до 3150 °С, а при помощи второго — лишь до 2400 °С. В качестве горючей смеси используют также пропан-бутан и кислород или природный газ в смеси с кислородом.
Закалочной средой служит вода. Установка для пламенной закалки проста в устройстве и надежна в работе, обслуживает ее один рабочий.
Закалка змейкой. На некоторых заводах вместо сплошной закалки направляющих станин токарных станков практикуется так называемая закалка змейкой, при которой путем нагрева газовой горелкой на поверхности направляющих образуются перекрещивающиеся зигзагообразные закаленные полосы.
В процессе закалки на направляющие поверхности станины наносится перекрещивающаяся зигзагообразная линия шириной 6…12 мм с шагом 40…100 мм (рис. 8.10).
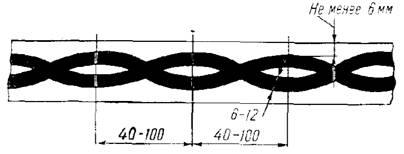
Рис. 8.10. Закалочный рисунок змейкой
Закалочный рисунок выполняется от руки и обычно имеет неправильную форму. Расстояние от края станины до линии закалки должно быть не менее 6 мм. Скорость перемещения горелки вдоль направляющих около 0,5 м/мин, что обеспечивает нагрев до 750…800 °С.
Закалочный рисунок рекомендуется наносить так. Сначала следует нанести за один проход зигзагообразную линию на первой направляющей, после чего переходить ко второй направляющей. За время нанесения зигзагообразной линии на второй направляющей первая остывает до 50…60 °С, и на нее наносят перекрещивающуюся закалочную линию.
Поэтому необходимо внимательно следить за процессом нагрева и своевременно регулировать скорость перемещения горелки относительно закаливаемой поверхности направляющих станин, не допуская оплавления металла.