Сплавы железа с углеродом, в которых содержание углерода превышает 2,14 %, называют чугуном. Углерод в чугунах может находиться в свободном состоянии в виде графита и в связанном состоянии в виде карбидов. По химическому составу чугуны делятся на нелегированные, в которых, кроме железа и углерода, содержатся кремний, марганец, сера, фосфор, и легированные, в которых могут содержаться, кроме перечисленных элементов, также хром, никель, медь и другие полезные компоненты. Свойства сталей полностью зависят от их химического состава. В отличие от этого структура чугуна и его основные свойства зависят не только от химического состава, но и от того, в каком состоянии находится углерод (табл. 4.1).
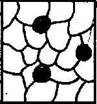
Таблица 4.1 Микроструктуры чугунов
|
Металлическая основа |
Серый чугун |
Ковкий чугун |
Высокопрочный чугун |
|
Феррит |
|
|
|
|
Феррит + перлит |
|
|
|
|
Перлит |
|
|
|








Чугуны подразделяются на две группы:
1) чугуны, в которых весь углерод находится в связанном состоянии в виде цементита или других карбидов;
2) чугуны, в которых весь углерод или часть его находится в свободном состоянии в виде графита.
К первой группе чугунов относятся белые чугуны. Излом такого чугуна белый, блестящий. Белые чугуны очень хрупкие и твердые, плохо поддаются механической обработке режущим инструментом Белые чугуны в машиностроении используются редко, они обычно идут на передел в сталь или используются для получения ковкого чугуна.
Структура белых чугунов соответствует диаграмме равновесного состояния «железо – цементит». Образуется она в результате ускоренного охлаждения железоуглеродистых сплавов, содержащих более 2,0 % углерода при литье.
По структуре белые чугуны делятся на следующие группы:
1) доэвтектические, содержащие от 2 до 4,3 % углерода, состоящие из перлита, вторичного цементита и ледебурита;
2) эвтектические, содержащие 4,3 % углерода, состоящие из ледебурита;
3) заэвтектические, содержащие от 4,3 до 6,67 % углерода, состоящие из первичного цементита и ледебурита.
Следовательно, структура этих чугунов отличается от структуры стали наличием в них ледебурита или ледебурита и первичного цементита.
Ко второй группе чугунов относятся серые, высокопрочные и ковкие чугуны. Излом этих чугунов серый, матовый. В их структуре различают: металлическую основу (структуру) и форму выделения графита. В серых чугунах графит выделяется в виде пластинок (прожилок, чешуек); в высокопрочных – в виде шаров; в ковких – в виде хлопьев.
По структуре металлической основы серые чугуны подразделяются в основном на следующие группы:
1) ферритные, со структурой феррита и графита; количество связанного углерода менее 0,025 %;
2) ферритно-перлитные, со структурой феррита, перлита и графита; количество связанного углерода от 0,025 до 0,8 %;
3) перлитные, со структурой перлита и графита; количество связанного углерода от 0,025 до 0,8 %;
Структура этих чугунов отличается от структуры стали только наличием свободного графитa.
Получение углерода в свободном или связанном состоянии зависит от процессов графитизации, т.е. условий образования графита. На процесс графитизации чугуна существенное влияние оказывают скорость охлаждения, количество присутствующих в нем примесей, легирующих элементов и центров кристаллизации (модификаторов). Увеличение скорости охлаждения способствует выделению углерода в связанном состоянии в виде цементита.
Все элементы, вводимые в чугун, делятся на элементы:
· препятствующие графитизации (Мn, Cr, W, Mo, S, Р и др.), которые способствуют получению углерода в связанном состоянии в виде легированного цементита и других карбидов и препятствуют распаду его при повышенных температурах;
· графитообразующие (Si, С, Al, Ni, Cu и др.), которые способствуют получению углерода в свободном состоянии в виде графита. Примеси Мn, Si, S, Р, присутствующие в чугуне, главным образом и влияют на условия графитизации, а следовательно, на структуру и свойства чугуна.
Для того чтобы избежать отбела чугуна, детали тонкого сечения отливают из чугуна с повышенным содержанием графитообразующих элементов (Si, С, Ni). Для отливок деталей крупного сечения можно применять чугун с меньшим содержанием этих элементов. Размер и форма выделившихся графитных включений зависят также от наличия в жидком чугуне центров кристаллизации. Центрами кристаллизации могуг быть мельчайшие частички окислов.
Воздействие на процесс графитизации с помощью образования дополнительных центров кристаллизации называется модифицированием. Модификаторы вводят в жидкий чугун перед его разливкой. Подбирая соответствующие модификаторы и их количество, можно не только измельчить графитные включения, но также изменить, форму образующегося графита – вместо пластинчатой формы получить шаровидную, то есть высокопрочный чугун.
Поскольку серые, высокопрочные и ковкие чугуны состоят из металлической основы и графитных включений, то и свойства чугунов будут зависеть от свойств металлической основы и от количества, формы и характера распределения графитных включений. Свойства металлической основы так же, как и у стали, будут зависеть от ее структуры. С увеличением количества перлита твердость и прочность на разрыв будут увеличиваться, а пластичность – уменьшаться. Графит обладает низкими механическими свойствами, а поэтому включения графита в чугуне можно рассматривать в первом приближении как пустоты различной формы, нарушающие цельность металлической основы.
Такие свойства чугуна, как твердость и предел прочности при сжатии, главным образом, зависят от строения металлической основы. Такие же свойства чугуна, как предел прочности на разрыв, изгиб, кручение, а также пластичность, во многом зависят от количества, размеров и формы графитных включений, и чем грубее его включения, тем хуже механические свойства чугуна. Особенно низкими свойствами обладает чугун, у которого графитные включения образуют замкнутый скелет.
По мере округления графитных включений перечисленные свойства чугуна улучшаются, приближаясь к свойствам стали. Вот почему чугун с шаровидным графитом получил название высокопрочного. Кроме того, для улучшения свойств высокопрочного чугуна может быть применена та же термическая обработка, что и для стали. Термическая обработка для чугуна с пластинчатыми включениями графита почти не применяется.
Пластинчатые включения графита в серых чугунах можно рассматривать как трещины, надрезы, создающие большие концентрации напряжений в механической основе. Поэтому свойства этих чугунов сильно отличаются от свойств стали.
Чугун называют половинчатым, если количество связанного углерода будет составлять больше 1 %. Его структура состоит из ледебурита, перлита и графита.
Серые чугуны согласно требованиям ГОСТ 1412 – 85 маркируются буквами СЧ. Цифры после букв указывают значение минимального временного сопротивления при растяжении (в мегапаскалях, умноженных на 10-1). Марки серых чугунов СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35. Например, марка чугуна СЧ10 расшифровывается так: СЧ – серый чугун; 10 – временное сопротивление при растяжении, то есть σв = 100(10) МПа (кгс/мм2).
Модифицированные чугуны получаются в том случае, если в расплав серого чугуна с пониженным содержанием углерода перед разливкой ввести модификаторы в количестве 0,3 – 04 % от массы жидкого чугуна. Модификаторами являются ферросилиций, силикокальций и др. Структура модифицированных чугунов будет состоять из мелких, равномерно расположенных в металлической основе включений графита. Маркируются модифицированные чугуны так же, как и серые (по ГОСТ 1412 – 85): СЧ18, СЧ21, СЧ24.
Серый чугун находит применение:
· в станкостроении для изготовления базовых, корпусных деталей, кронштейнов, зубчатых колес, станин, направляющих);
· в автостроении для изготовления блоков цилиндров, гильз, поршневых колец, распределительных валов, толкателей, седл клапанов, головок цилиндров, дисков сцепления;
· в электромашиностроении;
· для изготовления товаров массового потребления.
Износостойкость изделий из серых чугунов можно повысить термической обработкой.
Высокопрочный чугун получается из перлитного серого чугуна путем двойного модифицирования добавкой в жидкий чугун незадолго перед разливкой магния в количестве 0,03…0,07 % от массы чугуна и ферросилиция. Магний способствует получению графита в форме шаров (глобулей), кроме того, он повышает прочность металлической основы.
Маркируются высокопрочные чугуны буквами ВЧ и последующими цифрами (ГОСТ 7293 – 85). Цифры марки показывают минимальное значение временного сопротивления при растяжении (в МПа . 10-1). Марки высокопрочных чугунов: ВЧ35, ВЧ40, ВЧ45, ВЧ50, ВЧ60, ВЧ70, BЧ80, ВЧ100. Например, чугун марки ВЧ60 имеет временное сопротивление при растяжении σв = 600 (60) МПа (кгс/мм2).
Высокопрочный чугун находит применение как новый конструкционный материал и как заменитель углеродистой стали, ковкого и серого чугуна. Из высокопрочного чугуна изготавливают как мелкие тонкостенные отливки (поршневые кольца), так и отливки массой до 15 т (шаботы ковочных молотов, станины и рамы прессов и прокатных станов).
Из высокопрочного чугуна изготавливают отливки коленчатых валов массой от нескольких килограммов до 2…3 т взамен кованых валов из стали. Чугунные валы по сравнению со стальными имеют более высокую циклическую вязкость, малочувствительны к внешним концентраторам напряжений, имеют лучшие антифрикционные свойства и значительно дешевле стальных валов. Хорошие литейные свойства при достаточно высокой прочности и пластичности позволяют во многих случаях заменять стальное литье и прокат. При этом достигается снижение массы деталей на 8…10 %, чем обеспечивается значительная экономия материала.
Применение высокопрочного чугуна взамен серого дает экономический эффект в тех случаях, когда за счет более высокой прочности снижается масса отливок или обеспечивается возможность упрощения монтажных работ (например, монтаж трубопроводов сваркой). Из высокопрочного чугуна изготавливают трубы, валки прокатных станов, детали турбин, изложницы, суппорты, резцедержатели, планшайбы и другие детали станков.
Ковкие чугуны получаются путем специального графитизирующего отжига (томления) белых доэвтектических чугунов, содержащих от 2,2 до 3,2 % углерода.
Для получения ковкого чугуна необходимо отливки из малоуглеродистого белого чугуна, содержащего не более 2,8 % углерода, медленно нагревать в течение 20…25 ч в нейтральной среде до температуры 950 – 1000 °С и при этой температуре длительно (10…15 ч) выдерживать (первая стадия графитизации). Затем медленно охлаждать до температуры немного ниже эвтектоидного превращения (700…740 °С – в зависимости от состава чугуна) и длительное время (около 30 ч) выдерживать при данной температуре (вторая стадия графитизации). Далее вести охлаждение на воздухе. При первой стадии графитизации цементит ледебурита и вторичный цементит распадаются с образованием аустенита и хлопьевидного графита.
При охлаждении от первой до второй стадии графитизации скорость охлаждения должна обеспечивать выделение вторичного цементита из аустенита и его распад на аустенит и графит.
При второй стадии графитизации цементит перлита распадается на феррит и графит. Структура чугуна после окончательной обработки будет состоять из феррита и хлопьевидного графита. Продолжительность всей термической обработки составляет 70 – 80 ч.
Ковкие чугуны маркируются буквами КЧ с цифрами (ГОСТ 1215 – 79). Первые две цифры указывают временное сопротивление разрыву (в мегапаскалях), вторые цифры – относительное удлинение в процентах.
Ферритный ковкий чугун имеет следующие марки (ГОСТ 26358 – 84):
КЧ 37 – 12 (362-12), КЧ35 – 10 (333-10), КЧЗЗ – 8 (323-8), КЧ 30 – 6 (294-6).
Перлитный ковкий чугун (ГОСТ 26358 – 84):
КЧ45 – 7; КЧ 50 – 5; КЧ 55 – 4; КЧ60 – 3; КЧ65 -3; КЧ70 – 2, КЧ80 – 1,5.
Отливки из ковкого чугуна должны соответствовать ГОСТ 26358 – 84. Они хорошо сопротивляются ударам и вибрационным нагрузкам, хорошо обрабатываются резанием, обладают достаточной вязкостью.