Стандарт устанавливает три знака для обозначения шероховатости поверхности (рис. 5.2):

первый знак применяют, когда способ обеспечения шероховатости конструктором не определен;
второй знак применяют, когда шероховатость поверхности должна быть обеспечена удалением слоя металла;
третий знак применяют для обозначения шероховатости поверхности, полученной литьем, ковкой, штамповкой, прокаткой и т.п., то есть без удаления слоя металла. Последний знак применяют также в обозначении шероховатости поверхности, к обработке которой требования не установлены.
Знаки шероховатости поверхности должны касаться контурных или выносных, или штрихпунктирных линий (рис.5.3, а, б). При изображении детали с разрывом (рис.5.3, в) ) обозначение шероховатости наносят только на одной части детали, по возможности, ближе к месту указания размеров.
Если шероховатость всех поверхностей детали должна быть одинаковой, то в правом верхнем углу чертежа наносят общее обозначение шероховатости (рис.5.3, г) Rz 25.
Если шероховатость поверхности детали должна быть разной, то в правом верхнем углу чертежа наносят обозначение преобладающей по числу поверхностей шероховатости и знак √ в скобках, который означает, что все остальные поверхности детали, кроме обозначенных на изображении, должны иметь шероховатость, указанную перед скобкой (рис.5.3, а, б, в).
Если шероховатость на одной и той же поверхности должна быть различной, то эти участки разделяются тонкой сплошной линией (рис.5.3, д,е).
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес и эвольвентных шлиц условно наносят на линии делительной поверхности (рис.5.3, ж, з).
Если шероховатость контура должна быть одинаковой, то обозначение наносится один раз со знаком окружности О (рис.5.3, и, к). Диаметр знака равен 4…5 мм.
При необходимости указать способ обработки надпись наносится на полке знака (рис.5.3, к, л).
В обозначении одинаковых шероховатостей поверхностей, плавно переходящих одна в другую, знак окружности не наносят (рис.5.3, м).
При применении знака без указания параметров и способа обработки его изображают без полки (рис. 5.3, а, б, в) -знак √.
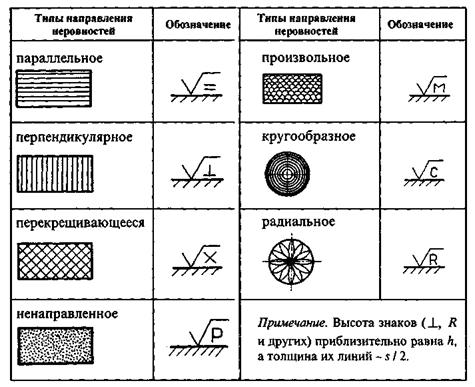
Структура обозначения шероховатости поверхности приведена на рис.5.3, н. Условные обозначения направлений неровностей (табл. 5.1) показывают на чертеже только в случае необходимости.
Значения одного или нескольких параметров шероховатости записывают над знаком обозначения шероховатости тремя способами:
1) Указывают наибольшие значения параметра после соответствующего символа, например:
Rmax 6,3; Sm 0,63; t50 70; S 0,032; Rz 32;
2) Числовые значения параметров шероховатости указывают в виде диапазона их значений, размещая предельные значения соответствующих параметров шероховатости в две строки, например:
Ra![]() ;
; ![]()
![]() ;
; ![]()
3) Указывают номинальное значение параметра шероховатости с их предельными отклонениями, например:
![]() ;
; ![]() ;
; ![]()
![]() При указании двух и более параметров шероховатости поверхности обозначения записывают сверху вниз. Например
При указании двух и более параметров шероховатости поверхности обозначения записывают сверху вниз. Например 
Таблица 5.1
Направление неровностей и их обозначения
Из параметров шероховатости Ra и Rz в обозначении может присутствовать только один и предпочтение отдают параметру Ra.
Над полкой знака шероховатости записывают вид обработки поверхности только в том случае, когда он является единственным для получения требуемого качества поверхности. Под полкой знака указывают базовую длину только тогда, когда высотные
параметры Rz и Ra определяются в пределах базовой длины, отличающейся от стандартной.
По указаниям ГОСТ 2.309-73 допускается упрощенное обозначение шероховатости поверхности с размещением его в технических требованиях чертежа (рис.5.3, п).
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (рис.5.3, р)
Существуют три основных метода измерения шероховатости поверхности:
1) определение параметров шероховатости сравнением с образцами;
2) бесконтактный метод при использовании приборов светового сечения, двойного микроскопа, микроинтерферометра и других;
3) контактный метод с использованием щуповых приборов различных моделей, например, профилографа-профилометра и других.
В конструкторской документации, справочниках, учебной литературе, выпущенной до 1980 года и разработанной до введения ГОСТ 2789-73 и ГОСТ 2.309-73, требования к шероховатости указывались по классам и разрядам шероховатости. В таблице 5.2. приведены ранее применявшиеся условные обозначения классов и разрядов шероховатости и соответствующие им числовые значения параметров Ra и Rz.
Таблица 5.2.
Сопоставление классов и разрядов шероховатости параметрам шероховатости
|
Условное обозначение |
Наибольшее занчение параметра шероховатости, мкм |
Базовая длина l, мм |
||||
|
Класс шероховатости поверхности |
Разряд шероховатости поверхности |
Ra |
Rz |
|||
|
По классу |
По разряду |
По классу |
По разряду |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
- |
- |
- |
320 |
- |
8,0 |
|
|
- |
- |
- |
160 |
- |
|
|
|
- |
- |
- |
80 |
- |
|
|
|
- |
- |
- |
40 |
- |
2,5 |
|
5 |
- |
- |
- |
20 |
- |
|
|
|
|
2,5 |
2,5 2,0 1,6 |
- |
- |
0,8 |
|
|
|
1,25 |
1,25 1,00 0,80 |
- |
- |
|
|
8 |
|
0,63 |
0,63 0,50 0,40 |
- |
- |
|
|
|
|
0,32 |
0,32 0,25 0,20 |
- |
- |
0,25 |
|
|
|
0,160 |
0,160 0,125 0,100 |
- |
- |
|
|
11 |
|
0,080 |
0,080 0,063 0,050 |
- |
- |
|
|
|
|
0,040 |
0,040 0,032 0,025 |
- |
- |
0,25 |
|
|
|
- |
- |
0,100 |
0,100 0,080 0,063 |
0,08 |
|
|
|
- |
- |
0,050 |
0,050 0,040 0,032 |