Простейшей одноканальной моделью с вероятностными входным потоком и процедурой обслуживания является модель, характеризуемая показательным распределением как длительностей интервалов между поступлениями требований, так и длительностей обслуживания. При этом плотность распределения длительностей интервалов между поступлениями требований имеет вид
![]() ,
,
где ![]() — интенсивность поступления заявок в систему.
— интенсивность поступления заявок в систему.
Плотность распределения длительностей обслуживания:
![]() ,
,
где ![]() — интенсивность обслуживания.
— интенсивность обслуживания.
Потоки заявок и обслуживание простейшие.
Пусть система работает с отказами. Необходимо определить абсолютную и относительную пропускную способность системы.
Представим данную систему массового обслуживания в виде графа (рис. 10.1), у которого имеются два состояния:
S0 — канал свободен (ожидание);
S1 — канал занят (идет обслуживание заявки).
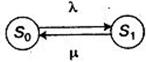
Рис. 10.1 Граф состояний одноканальной СМО с отказами
Обозначим вероятности состояний: P0(t) — вероятность состояния «канал свободен»; P1(t) — вероятность состояния «канал занят». По размеченному графу состояний (рис. 10.1) составим систему дифференциальных уравнений Колмогорова для вероятностей состояний:
 (10.1)
(10.1)
Система линейных дифференциальных уравнений (10.1) имеет решение с учетом нормировочного условия P0(t) + P1(t) = 1. Решение данной системы называется неустановившимся, поскольку оно непосредственно зависит от t и выглядит следующим образом:
![]()
P1(t) = 1 - P0(t) = 1
Нетрудно убедиться, что для одноканальной СМО с отказами вероятность P0(t) есть не что иное, как относительная пропускная способность системы q.
Действительно, P0 — вероятность того, что в момент t канал свободен и заявка, пришедшая к моменту t, будет обслужена, а следовательно, для данного момента времени t среднее отношение числа обслуженных заявок к числу поступивших также равно P0(t), т. е.
q = P0(t)
По истечении большого интервала времени (при ![]() ) достигается стационарный (установившийся) режим:
) достигается стационарный (установившийся) режим:
![]()
Зная относительную пропускную способность, легко найти абсолютную. Абсолютная пропускная способность (А) — среднее число заявок, которое может обслужить система массового обслуживания в единицу времени:
![]()
Вероятность отказа в обслуживании заявки будет равна вероятности состояния «канал занят»:
![]()
Данная величина Pотк может быть интерпретирована как средняя доля необслуженных заявок среди поданных.
Пример 10.1. Пусть одноканальная СМО с отказами представляет собой один
токарный станок. Заявка — деталь, прибывшая в момент, когда станок занят, — получает отказ в обслуживании. Интенсивность потока деталей ![]() (деталь в час). Средняя продолжительность обслуживания – 0,4 часа. Поток деталей и поток обслуживании являются простейшими.
(деталь в час). Средняя продолжительность обслуживания – 0,4 часа. Поток деталей и поток обслуживании являются простейшими.
Требуется определить в установившемся режиме предельные значения:
– относительной пропускной способности q;
– абсолютной пропускной способности А;
– вероятности отказа Pотк;
Сравните фактическую пропускную способность СМО с номинальной, которая была бы, если бы каждая деталь обработывалась точно 0,4 часа и детали следовали одна за другой без перерыва.
Решение
1. Определим интенсивность потока обслуживания:
![]()
2. Вычислим относительную пропускную способность:
![]() .
.
Величина q означает, что в установившемся режиме система будет обслуживать примерно 33 % поступающих деталей.
3. Абсолютную пропускную способность определим по формуле:
![]() .
.
Это означает, что станок способен осуществить в среднем 1,67 обработки деталей в час.
4. Вероятность отказа:
![]() .
.
Это означает, что около 67% деталей на обработку получат отказ.
5. Определим номинальную пропускную способность системы:
![]() (деталей в час).
(деталей в час).
Оказывается, что Аном в 1,5 раза ![]() больше, чем фактическая пропускная способность, вычисленная с учетом случайного характера потока заявок и
больше, чем фактическая пропускная способность, вычисленная с учетом случайного характера потока заявок и
времени обслуживания.
Рассмотрим теперь одноканальную СМО с ожиданием.
Система массового обслуживания имеет один канал. Входящий поток заявок на обслуживание — простейший поток с интенсивностью ![]() . Интенсивность потока обслуживания равна
. Интенсивность потока обслуживания равна ![]() (т. е. в среднем непрерывно занятый канал будет выдавать
(т. е. в среднем непрерывно занятый канал будет выдавать ![]() обслуженных заявок). Длительность обслуживания — случайная величина, подчиненная показательному закону распределения. Поток обслуживании является простейшим пуассоновским потоком событий. Заявка, поступившая в момент, когда канал занят, становится в очередь и ожидает обслуживания.
обслуженных заявок). Длительность обслуживания — случайная величина, подчиненная показательному закону распределения. Поток обслуживании является простейшим пуассоновским потоком событий. Заявка, поступившая в момент, когда канал занят, становится в очередь и ожидает обслуживания.
Предположим, что независимо от того, сколько требований поступает на вход обслуживающей системы, данная система (очередь + обслуживаемые клиенты) не может вместить более N-требований (заявок), т. е. клиенты, не попавшие в ожидание, вынуждены обслуживаться в другом месте. Наконец, источник, порождающий заявки на обслуживание, имеет неограниченную (бесконечно большую) емкость.
Граф состояний СМО в этом случае имеет вид, показанный на рис. 10.2.

Рис. 10.2 Граф состояний одноканальной СМО с ожиданием (схема гибели и размножения)
Состояния СМО имеют следующую интерпретацию:
S0 — «канал свободен»;
S1 — «канал занят» (очереди нет);
S2 — «канал занят» (одна заявка стоит в очереди);
…………………………………………………….
Sn — «канал занят» (n -1 заявок стоит в очереди);
SN — «канал занят» (N — 1 заявок стоит в очереди). Стационарный процесс в данной системе будет описываться следующей системой алгебраических уравнений:
 , (10.2)
, (10.2)
где ![]() , n – номер состояния.
, n – номер состояния.
Решение приведенной выше системы уравнений (10.2) для нашей модели СМО имеет вид
![]()
Тогда
Следует отметить, что выполнение условия стационарности ![]() для данной СМО не обязательно, поскольку число допускаемых в обслуживающую систему заявок контролируется путем введения ограничения на длину очереди (которая не может превышать N – 1), а не соотношением между интенсивностями входного потока, т. е. не отношением
для данной СМО не обязательно, поскольку число допускаемых в обслуживающую систему заявок контролируется путем введения ограничения на длину очереди (которая не может превышать N – 1), а не соотношением между интенсивностями входного потока, т. е. не отношением ![]() .
.
Определим характеристики одноканальной СМО с ожиданием и ограниченной длиной очереди, равной (N – 1):
– вероятность отказа в обслуживании заявки:
– относительная пропускная способность системы:

– абсолютная пропускная способность:
![]() (10.3)
(10.3)
– среднее число находящихся в системе заявок:
– среднее время пребывания заявки в системе:
![]()
– средняя продолжительность пребывания клиента (заявки) в очереди:
![]()
– среднее число заявок (клиентов) в очереди (длина очереди):
![]()
Рассмотрим пример одноканальной СМО с ожиданием.
Пример 10.2. Участок цеха представляет собой одноканальную СМО. Число станков, на которых может быть обработана деталь, ограниченно и равно 3 [(N — 1) = 3]. Если все станки заняты, т.е. обрабатываются три детали, то очередная деталь, поступающая на обработку, в очередь на не становится. Поток деталей, поступающих на обработку, распределен по закону Пуассона и имеет интенсивность ![]() = 0,85 (детали в час). Время обраблотки детали распределено по показательному закону и в среднем равно 1,05 час.
= 0,85 (детали в час). Время обраблотки детали распределено по показательному закону и в среднем равно 1,05 час.
Требуется определить вероятностные характеристики участка цеха, работающего в стационарном режиме.
Решение
1. Параметр потока обработки деталей:
![]()
2. Приведенная интенсивность потока деталей определяется как отношение интенсивностей ![]() и
и ![]() , т.е.
, т.е.
![]() .
.
3. Вычислим финальные вероятности системы:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
4. Вероятность отказа в обработки детали:
![]() .
.
5. Относительная пропускная способность участка цеха:
![]() .
.
6. Абсолютная пропускная способность участка цеха
![]() (детали в час)
(детали в час)
7. Среднее число деталей, находящихся на обработки и в очереди (т.е. в системе массового обслуживания):

8. Среднее время пребывания детали в системе:
![]() часа
часа
9. Средняя продолжительность пребывания заявки в очереди на обслуживание:
![]() часа.
часа.
10. Среднее число заявок в очереди (длина очереди):
![]() .
.
Работу рассмотренного участка цеха можно считать удовлетворительной, так как участок не обрабатывает детали в среднем в 15,8% случаев (Pотк = 0,158).
Перейдем теперь к рассмотрению одноканальной СМО с ожиданием без ограничения на вместимость блока ожидания (т.е. ![]() ) Остальные условия функционирования СМО остаются без изменений.
) Остальные условия функционирования СМО остаются без изменений.
Стационарный режим функционирования данной СМО существует при ![]() для любого n = 0, 1, 2, … и когда
для любого n = 0, 1, 2, … и когда ![]() . Система алгебраических уравнений,
. Система алгебраических уравнений,
описывающих работу СМО при ![]() для любого n = 0, 1, 2, … . имеет вид
для любого n = 0, 1, 2, … . имеет вид

Решение данной системы уравнений имеет вид
![]() n = 0, 1, 2, …
n = 0, 1, 2, …
где ![]() .
.
Характеристики одноканальной СМО с ожиданием, без ограничения на длину очереди, следующие:
- среднее число находящихся в системе клиентов (заявок) на обслуживание:
![]()
- средняя продолжительность пребывания клиента в системе:
![]()
- среднее число клиентов в очереди на обслуживании:
![]()
- средняя продолжительность пребывания клиента в очереди:
![]()
Пример 10.3. Вспомним о ситуации, рассмотренной в примере 10.2, где речь идет о функционировании участка цеха. Пусть рассматриваемый участок цеха располагает неограниченным складом для хранения поступающих на обработку деталей, т. е. длина очереди не ограничена.
Требуется определить финальные значения следующих вероятностных характеристик:
- вероятности состояний системы (участка цеха);
- среднее число деталей, находящихся в системе (на обработке и в очереди);
- среднюю продолжительность пребывания детали в системе (на обработке и в очереди);
- среднее число деталей в очереди на обработку;
- среднюю продолжительность пребывания детали в очереди.
Решение
1. Параметр потока обслуживания ![]() и приведенная интенсивность потока автомобилей
и приведенная интенсивность потока автомобилей ![]() определены в примере 10.2:
определены в примере 10.2:
![]() ;
; ![]() =0,893.
=0,893.
2. Вычислим предельные вероятности системы по формулам
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
и т.д.
Следует отметить, что P0(t) определяет долю времени, в течение которого участок цеха вынужденно бездействует (простаивает). В нашем примере она составляет 10,7%, так как P0(t) = 0,107.
3. Среднее число деталей, находящихся в системе (на обработке и в очереди):
![]() ед.
ед.
4. Средняя продолжительность пребывания клиента в системе :
![]() час.
час.
5. Среднее число деталей в очереди на обработку:
![]() .
.
6. Средняя продолжительность пребывания детали в очереди:
![]() час.
час.
7. Относительная пропускная способность системы:
q = 1
т. е. каждая заявка, пришедшая в систему, будет обслужена.
8. Абсолютная пропускная способность (10.3):
![]()
Следует отметить, что предприятие, осуществляющее обработку деталей, прежде всего, интересует количество деталей, которое будет обработано при снятии ограничения на длину очереди.
Допустим, в первоначальном варианте мест для поступающих деталей было равно трем (см. пример 10.2). Частота т возникновения ситуаций, когда прибывающая на обработку деталь не имеет возможности присоединиться к очереди:
![]()
В нашем примере при N = 3 + 1 = 4 и ![]()
![]() детали в час
детали в час
При 12-часовом режиме работы оборудования это эквивалентно тому, что на станке в среднем за смену (день) будет теряться 12 • 0,134 = 1,6 детали.
Снятие ограничения на длину очереди позволяет увеличить количество обработанных деталей в нашем примере в среднем на 1,6 детали за смену (12ч. работы). Ясно, что решение относительно увеличения места для хранения деталей, ожидающих обработки, должно основываться на оценке экономического ущерба.