Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так,
автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно — два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов. Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем, широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства. На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления, наряду с универсальным, специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных детале-операций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать приемы обработки.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупненно. Это объясняется тем, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок. Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как
оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем, что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25 % от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1 м2 производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели (табл. 3.1). Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности.
Таблица 3.1 Характеристика типов производства
|
Фактор |
Единичное |
Серийное |
Массовое |
|
Номенклатура |
Неограниченная |
Ограничена сериями |
Одно или несколько изделий |
|
Повторяемость выпуска |
Не повторяется |
Периодически повторяется |
Постоянно повторяется |
|
Применяемое оборудование |
Универсальное |
Универсальное, частично специальное |
В основном специальное |
|
Расположение оборудования |
Групповое |
Групповое и цепное |
Цепное |
|
Разработка технологического процесса |
Укрупненный метод (на изделие, на узел) |
Подетальная |
Подетально-пооперационная |
|
Применяемый инструмент |
Универсальный, в незначительной степени специальный |
Универсальный и специальный |
Преимущественно специальный |
|
Закрепление деталей и операций за станками |
Специально не закреплены |
Определенные детали и операции закреплены за станками |
На каждом станке выполняется одна и та же операция над одной деталью |
|
Квалификация рабочих |
Высокая |
Средняя |
В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
|
Взаимозаменяемость |
Пригонка |
Неполная |
Полная |
|
Себестоимость единицы продукции |
Высокая |
Средняя |
Низкая |
С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда, и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 3.7).
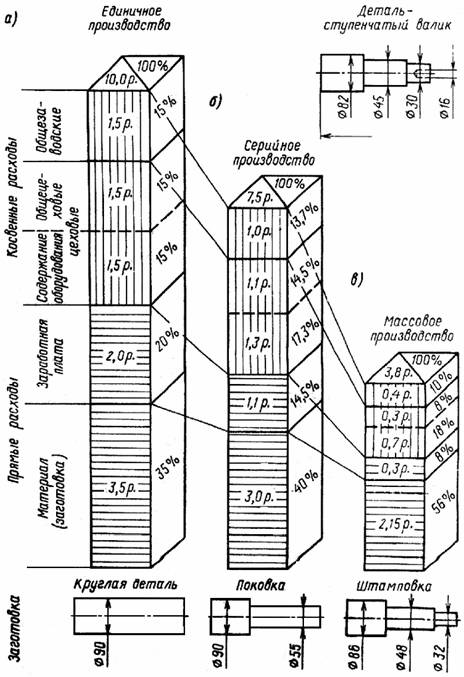
Рис.3.7 Структура себестоимости в различных типах производства
Такое различие себестоимости изделия в различных типах организации
производства определяется сложным взаимодействием разнообразных факторов: концентрацией производства одинаковых деталей (изделий), повышением технологичности конструкций и внедрением прогрессивных типовых технологических процессов, применением производительного оборудования, внедрением совершенных форм организации производственных процессов – непрерывно-поточных механизированных и автоматических поточных линий, лучшей организацией труда и управления производством. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства.